Dust removal technology is used in a wide range of industries, including construction, manufacturing, and mining, to combat dust emissions from production and transportation. Common dust removal applications include dust collection systems for woodworking and metalworking, dust collectors used in food processing, and exhaust systems for paint facilities and pharmaceutical clean rooms. Dust removal is essential not only to maintain a safe and healthy working environment and minimize the risk of equipment failure and downtime, but also to prevent product loss and secondary contamination.


Prevention of product loss and cross-contamination
It is important to prevent cross-contamination and properly collect the product. When there are multiple dust sources, the dust collected from each source is transported to a central dust collection unit (e.g. cartridge or baghouse unit) via a local exhaust ventilation system (LEV), reducing the efficiency of product collection. One of the examples is the packaging of products such as food flavors and pigments in a separate line. This process is typically equipped with low-efficiency cyclones, resulting in low product recovery efficiency and potentially product loss due to cross-contamination. With a properly designed high-efficiency cyclone, product loss at each filling unit can be reduced by over 90%.
Such losses also occur in low-volume, high-mix production lines. For example, in a coating process using different powders, unused powder that reaches the LEV must be recovered. Another example is in a grinding process where different raw powders or particle sizes are processed. Fine powders captured in baghouses come into contact with the filter fibers, which not only inevitably leads to secondary contamination but can also lead to unusable products from a quality standpoint. Using a high-efficiency cyclone not only significantly reduces losses, but also offers the advantage of eliminating the need to replace filter elements and easily cleaning the cyclone, reducing downtime required for product changeovers.


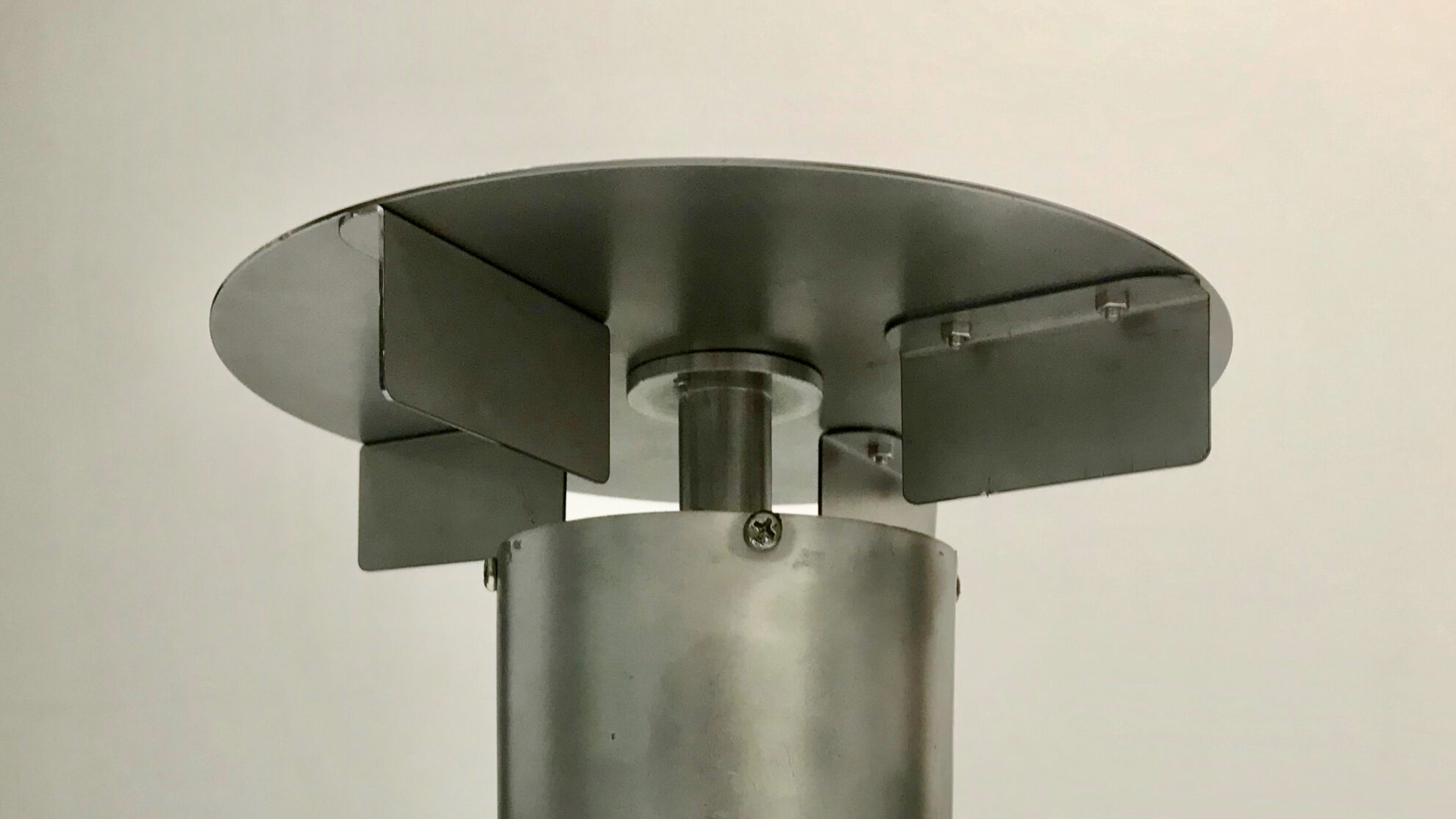
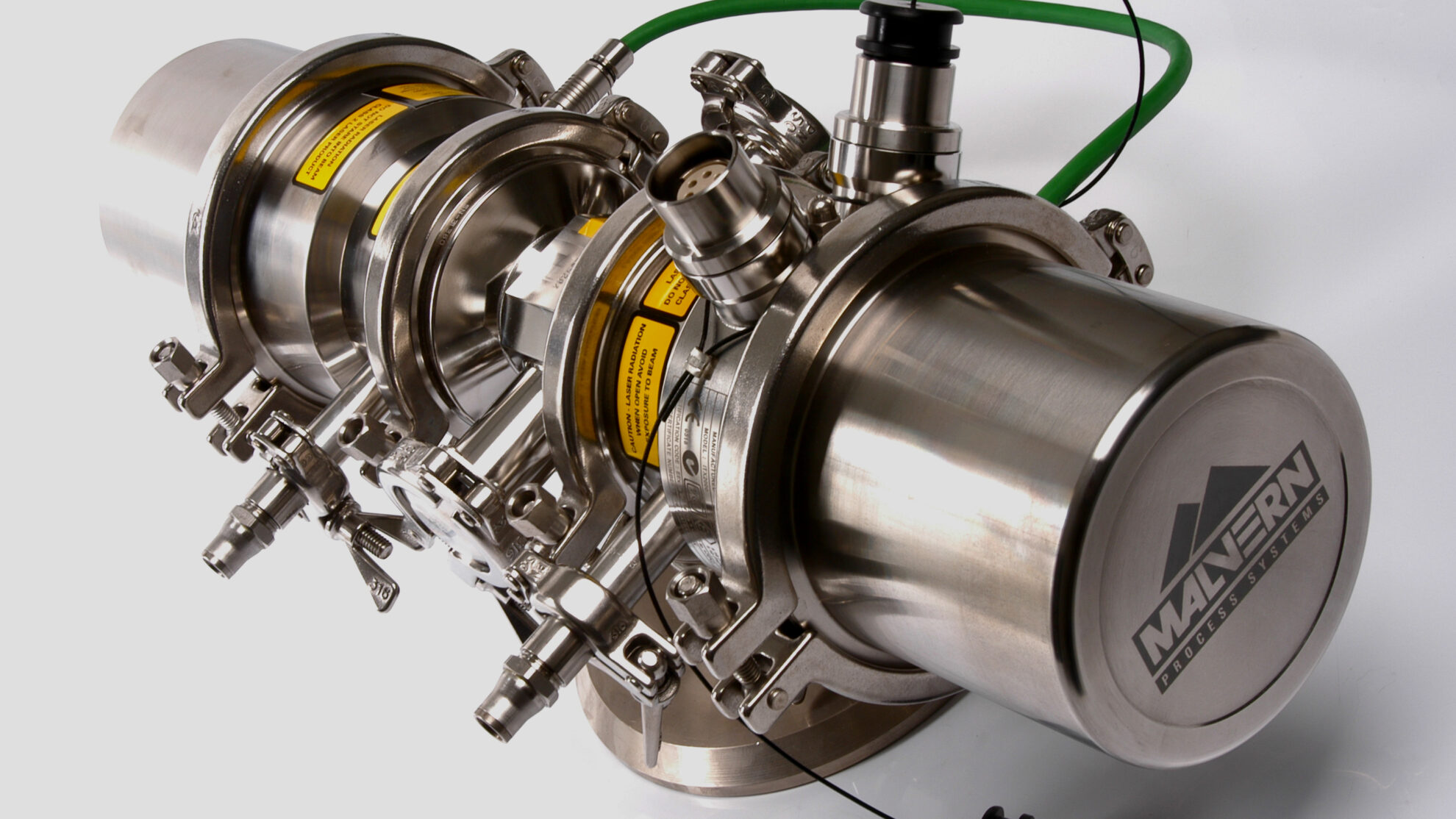
ACS’s high-efficiency cyclones dramatically reduce losses, even with finer particles. Every model is individually optimized to meet requirements of each installation condition. Smaller cyclone units can be disassembled using only a tri-clamp, allowing for quick and hassle-free cleaning.


Advanced Cyclone Systems (ACS) is a company exclusively dedicated to the development and commercialization of high-efficiency cyclone systems that incorporates the PACyc (Particle Agglomeration in Cyclones) model into design optimization simulations. In 2023, we concluded an exclusive distributorship agreement in Japan territory. In addition to our range of spray dryers, spray coolers and freeze granulators, we also offer high-efficiency cyclones for powder recovery and emission control fields. ACS has fulfilled over 400 successful installations in 37 countries.



We handle spray dryers, spray coolers, and freeze granulators that use ACS cyclones. Drawing on our accumulated experience and track record, we design optimal processes that meet the required quality. In addition, we not only provide powder processing trials for spray drying, spray cooling, and freeze granulation, but also services that include pre- and post-powder processing, such as wet pulverizing, mixing, molding, sintering and freeze-drying. We operate a total of three locations: two Powder Technical Centers in Japan and ASEAN Powder Technical Center in Thailand. Our brand new Powder Technical Center 2 (PTC2), which was newly established in 2023, has one of the largest collections of analytical measurement equipment in Japan. We provide one-stop support for powder processing and analytical measurements (Powder Trials & Analytical Measurements/Contract Powder Processing).
*The contents such as photos shown in this article may differ from the actual projects and may be used as an images.
Related information