Fine ceramics are a type of ceramics that are primarily non-metallic inorganic materials that have been given new functions or properties through precise control of their chemical compositions, crystalline structures, and manufacturing processes. A wide variety of fine ceramic products have been developed by precisely blending various elements. There are various fine ceramic products that have excellent physical properties such as hardness, wear resistance, and heat resistance, as well as excellent electromagnetic and optical properties, and they are used in a wide range of industries, including semiconductors, electronics, automobiles, aviation, space, industrial machinery, chemicals, and pharmaceuticals.
One of the major manufacturing processes for fine ceramics are as follows:
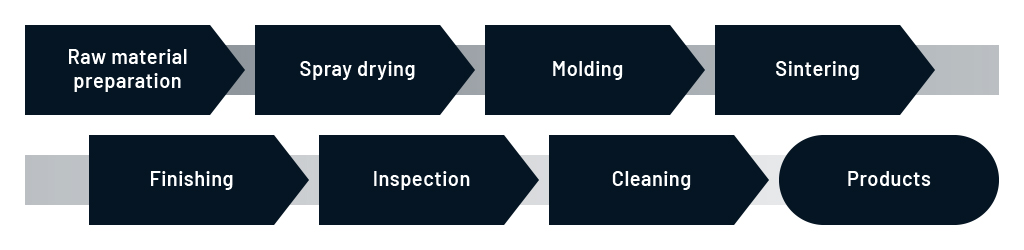
Raw material preparation
Raw materials are mixed with a solvent and pulverized together with additives such as binders to produce a slurry.
Spray drying
The prepared slurry is spray-dried using a spray dryer to produce spherical granules.
Molding
The spray-dried granules are then pressure-molded to produce a compact. Molding processes include uniaxial molding, cold isostatic pressing (CIP) using a rubber press, extrusion molding, injection molding, slip casting, and tape forming.
Sintering
The compact is heated and sintered in a furnace to produce a sintered body. Sintering processes include oxidation furnaces, vacuum furnaces, atmospheric furnaces (using inert gas, etc.), and hot isostatic pressing (HIP).
Finishing
Sintered bodies are subjected to finishing processes, including machining, polishing, bonding/joining with metals or plastics, and metallizing.
Inspection
Processed products are inspected using inspection equipment. Inspection items include dimensional tolerance, flatness, parallelism, roundness, strength, density, etc.
Cleaning
Processed products are precision-cleaned to remove contaminants, particles, oil, etc.
Products
Products are shipped after a packaging process.
The role of raw material preparation and spray drying


In the fine ceramics manufacturing process, raw material preparation and spray drying play an important role in maintaining product quality. In raw material preparation, wet pulverization and mixing processes are used to produce a slurry in which raw material powders ranging in size from several hundred nanometers to 1μm are uniformly dispersed. The slurry is then spray-dried using a spray dryer to produce granules ranging in size from several tens to 100μm. By using spray drying, the granules become spherical and have a sharp particle size distribution, resulting in excellent fluidity. The spherical granules with excellent fluidity can be filled uniformly during the molding process, resulting in stable molded products with little variation in density or thickness. Furthermore, because the green body is homogeneous and high density, it is densified with high precision during sintering process, resulting in a high-density sintered body with low porosity. On the other hand, if granules are not spray-dried under appropriate conditions, the green body density will be inhomogeneous, which may result in cracks, warping, and poor results during sintering.
Condition setting for raw material preparation and spray drying

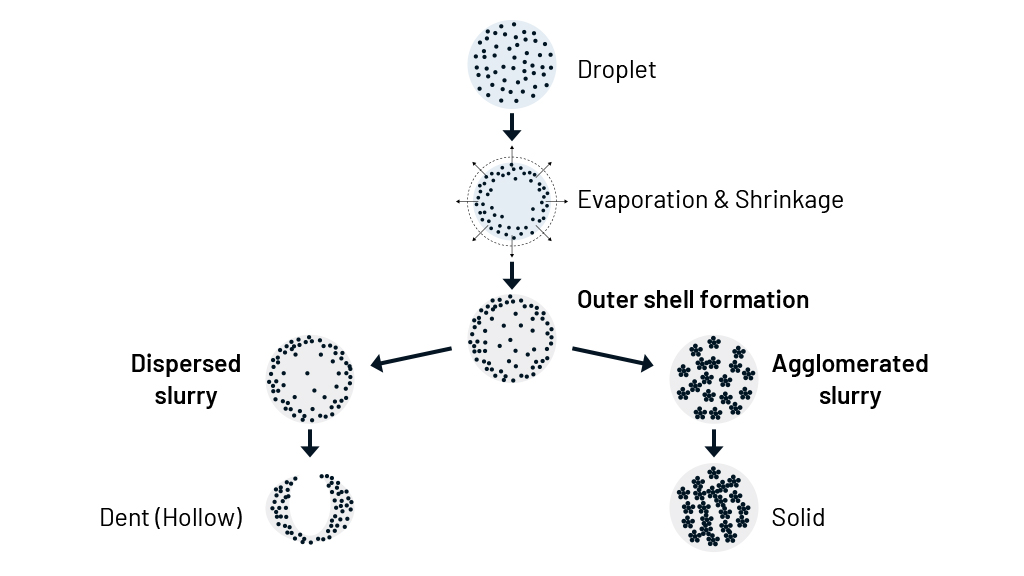
In spray drying, when the slurry is spray-dried, the solvent evaporates from the droplet surface, and the moisture inside the droplet moves to the surface, causing the entire droplet to shrink. At the same time as the moisture moves, the solid content inside the droplet moves outward, forming a particle structure. As a result, the particles tend to have a high density outer shell and a low density or hollow interior. Also, in a suspension, if there are multiple particle components contained in the liquid and each particle size and density is different, segregation may occur inside the granules due to particle movement during drying.
These tendencies may be exacerbated if the raw material preparation or spray drying conditions are not set properly. Granules with a hard outer shell and hollow interiors do not collapse properly during compaction, and remain in the compact with voids retained. In this case, the voids will remain even after sintering. Because fine ceramic products are polycrystalline, small voids that exist at the granule boundaries become defects. For example, in terms of mechanical properties, the presence of voids can impair density and cause stress to concentrate, resulting in the fracture toughness of that area falling below its theoretical strength. Other properties required for fine ceramics may also be lower than theoretically possible due to the defects. To prevent such defects, it is important to understand the shape, size, density, and internal structure of the granules, and to appropriately control the raw material preparation and spray drying conditions.
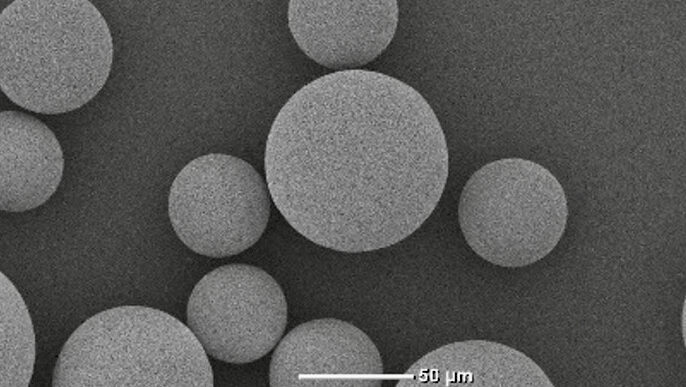
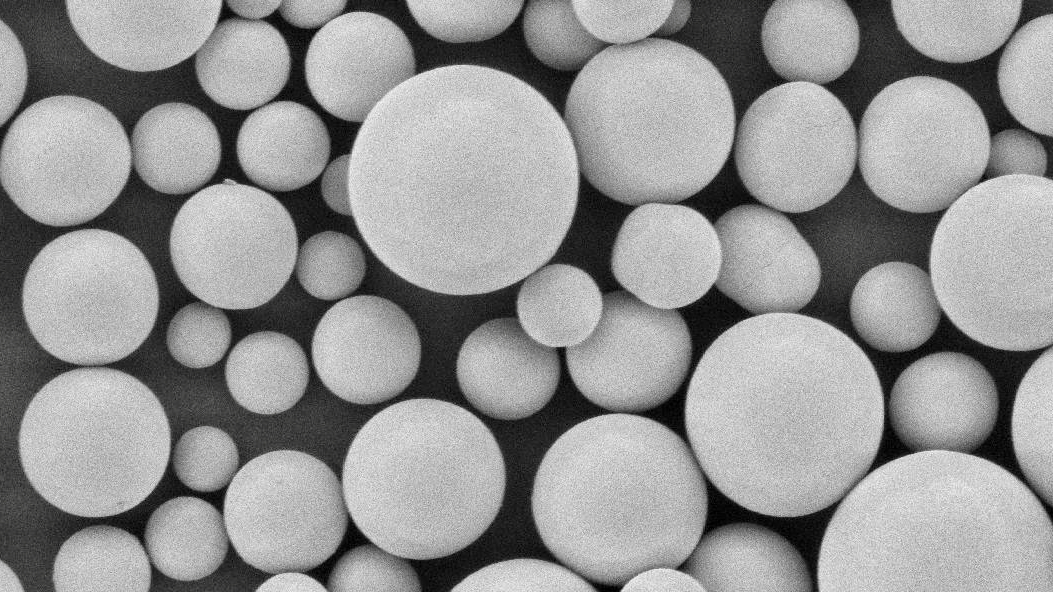
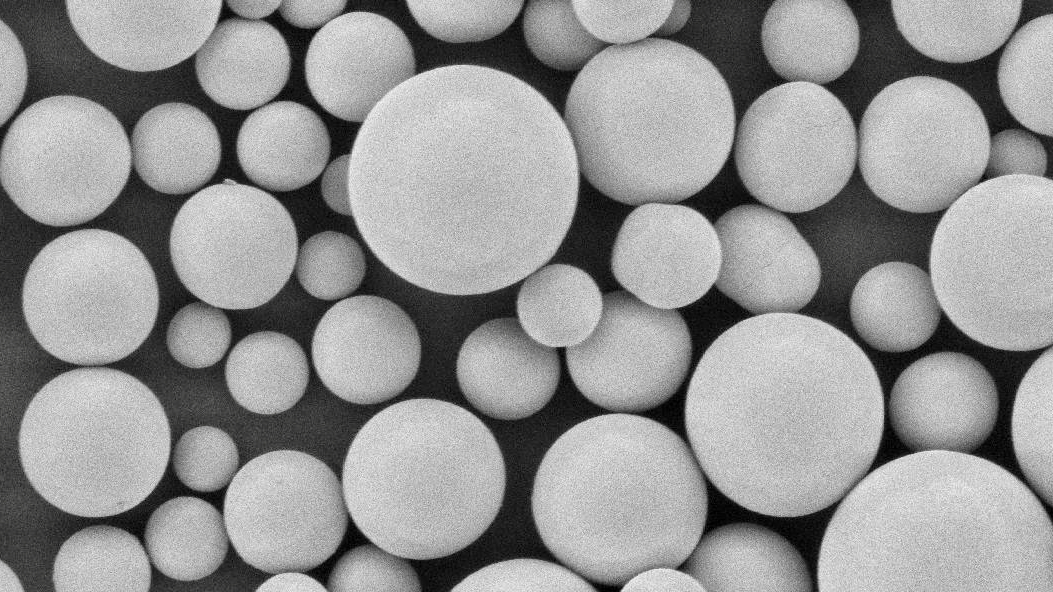
Solid granules
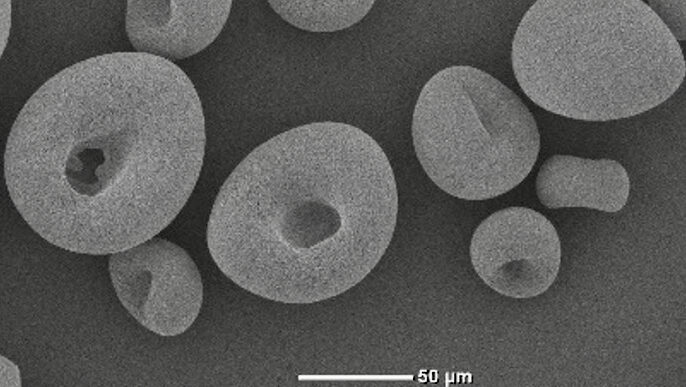
Hollow granules
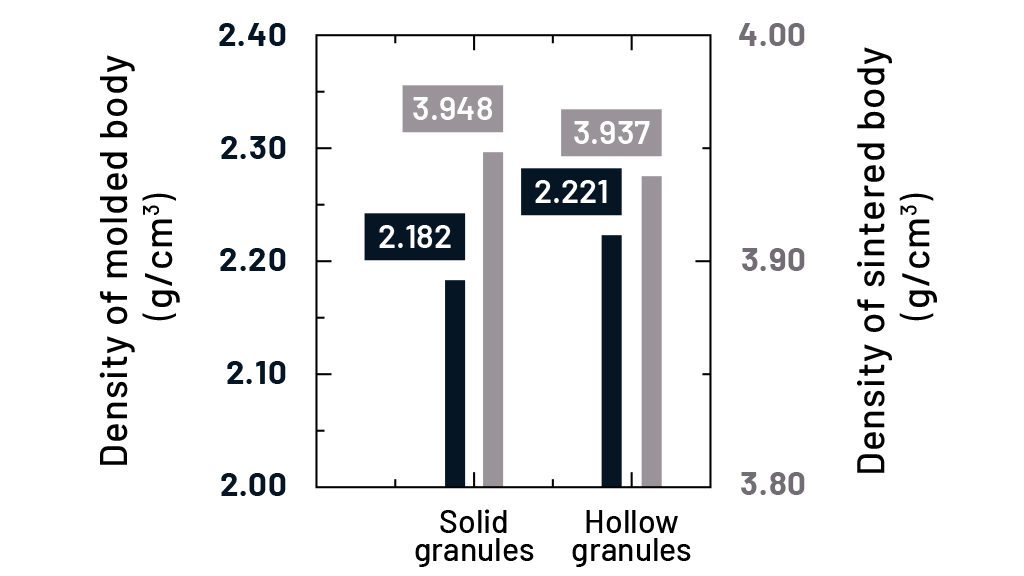
Densities of molded and sintered bodies
The above images show granules made by spray drying a water-based slurry prepared at a concentration of 50 wt% using alumina raw material powder with a primary particle size of 0.5 μm. When observing the appearance, it can be seen that the “solid granules” are spherical, while the “hollow granules” have a large dent in the center, resulting in a difference in density between the outer shell and the interior. The graph on the right compares the compact density and sintered density of the “solid granules” and “hollow granules.” The “solid granules” and “hollow granules” were each uniaxially pressed at 30 MPa to form φ20 mm compacts, which were then de-bound at 500°C for one hour and then sintered at 1600°C for two hours. The performance of fine ceramics is generally expressed in terms of sintered density. This comparison shows that the “solid granules” have a higher sintered density and superior performance than the “hollow granules.”
The alumina raw material, water, slurry concentration, and spray drying conditions are all the same for these two granules. The only difference is that a dispersant is not added to the “solid granules,” but is added to the “hollow granules.” When preparing a slurry, if a dispersant is not added, the alumina raw material powder undergoes secondary agglomeration, resulting in an “agglomerated” slurry. On the other hand, if a dispersant is added, the raw material powder does not undergo secondary agglomeration, but remains dispersed in a state close to primary particles, resulting in a “dispersed” slurry.
Reference: Junichiro Tsubaki, et al. Effect of Slurry Properties on the Structure Formation Process of Spray-Dried Granules. Journal of the Ceramic Society of Japan, 1998, 106.1240: 1210-1214.

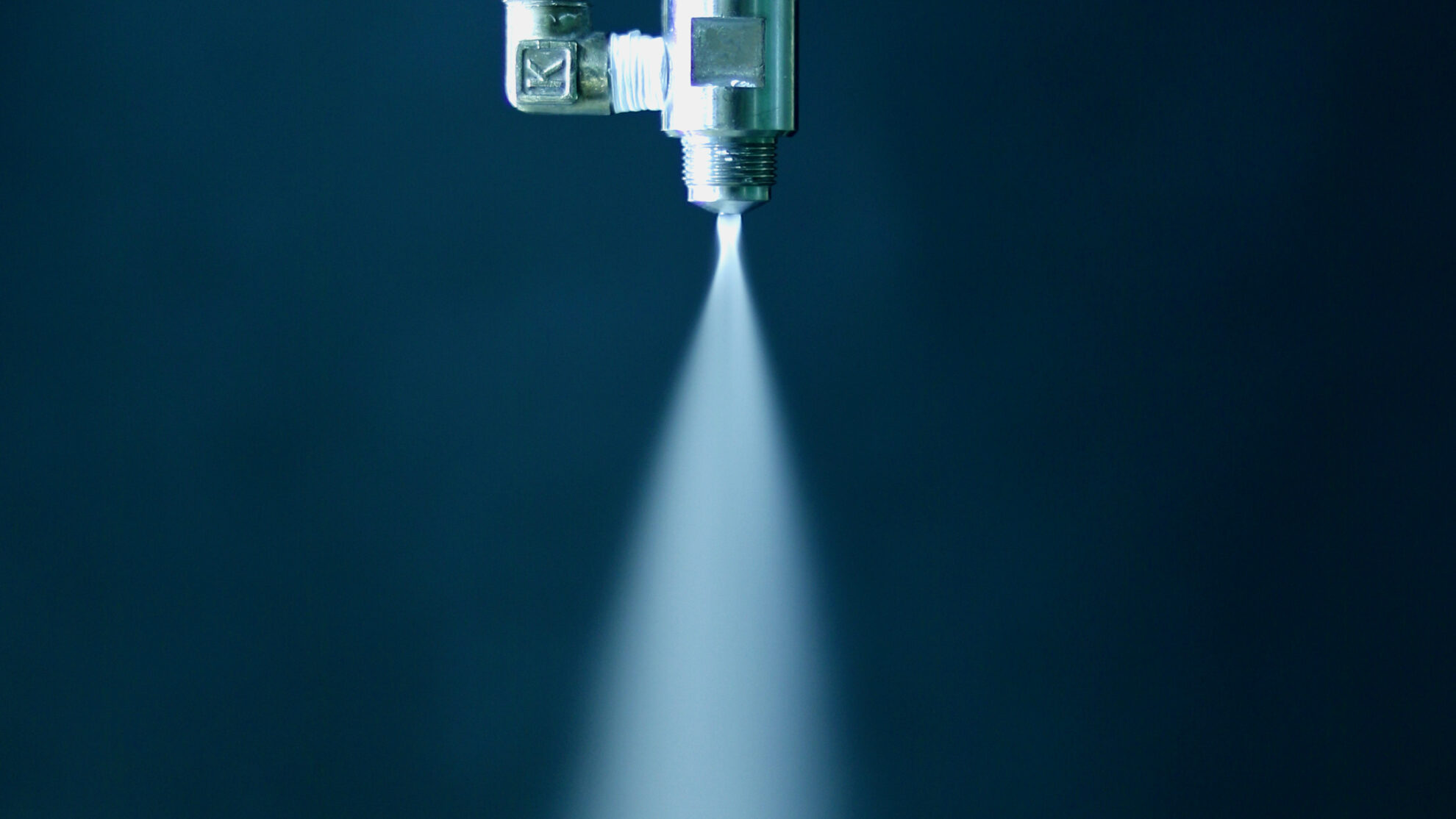
Rotary atomizers are generally selected as the atomization mode for spray dryers in the manufacturing process of fine ceramics. Rotary atomizers are a method of atomizing in which liquid material is supplied to a rapidly rotating disc, and centrifugal force is applied to atomize the material from the periphery of the disc. The shape of the atomized droplets becomes spherical due to the action of surface tension.
In a dispersed slurry, the raw material powder is dispersed within the slurry in a state close to primary particles. Therefore, when the droplets dry, a large amount of the raw material powder moves to the droplet surface, increasing the density of the outer shell. Furthermore, since water continues to evaporate even after the outer shell is formed, the evaporation interface of the droplet moves inward and becomes decompressed, and eventually the weakest part of the outer shell caves inward, forming a dented shape.
In an agglomerated slurry, primary particles aggregate to form a network. Therefore, by acting as a unit of aggregate, the network structure is maintained, resisting the external force of moisture movement during drying. When the droplets dry while maintaining the aggregate structure, they become solid granules. When spray drying fine ceramics, it is important to prepare an appropriate agglomerated slurry to obtain solid granules.
Evaluation of spray-dried granules using slurries with different dispersion states
When spray drying fine ceramics materials, it is important to use an agglomerated slurry to obtain suitable solid granules. However, agglomerated slurries tend to have high viscosity due to the network structure they create between primary particles. If the viscosity of the slurry is too high, it becomes difficult to control the liquid feeding during spray drying. In addition, irregularly shaped particles can be generated due to the raw material sticking inside the rotary atomizer’s disc or the droplets not being atomized properly. Therefore, it is necessary to prepare an agglomerated slurry within a viscosity range that allows for proper liquid feeding and droplet atomization. Below is an evaluation of spray-dried granules that we previously conducted using eight slurries with different viscosities (dispersion states).
Spray drying conditions
Spray dryer
Spray dryer TR160
Temperature conditions
Inlet temp. 150℃, Outlet temp. 85 – 89℃
Atomization mode
Rotary atomizer (rotational speed: 8,000 rpm)
Feed pump
Peristaltic pump (silicone tube)
Slurry conditions
Ingredients
Alumina (0.5 μm), PVA, ammonium polycarboxylate dispersant, ion-exchanged water
Recipe
Alumina concentration 60 wt%, PVA concentration 0.5 wt% (alumina ratio), dispersant concentrations 0.00, 0.01, 0.02, 0.05, 0.10, 0.20, 0.30, 0.40 wt% (alumina ratio, non-volatile content), ion-exchanged water (dispersion medium)
Preparation method
All raw materials except the binder and zirconia balls (φ10 mm) were placed in a pot and processed in a pot mill for approximately 18 hours. After that, the slurry was mechanically stirred while the PVA solution was added.
Analysis/measurement items
Slurry
Viscosity and strain (Anton Paar MCR302e)
Granules
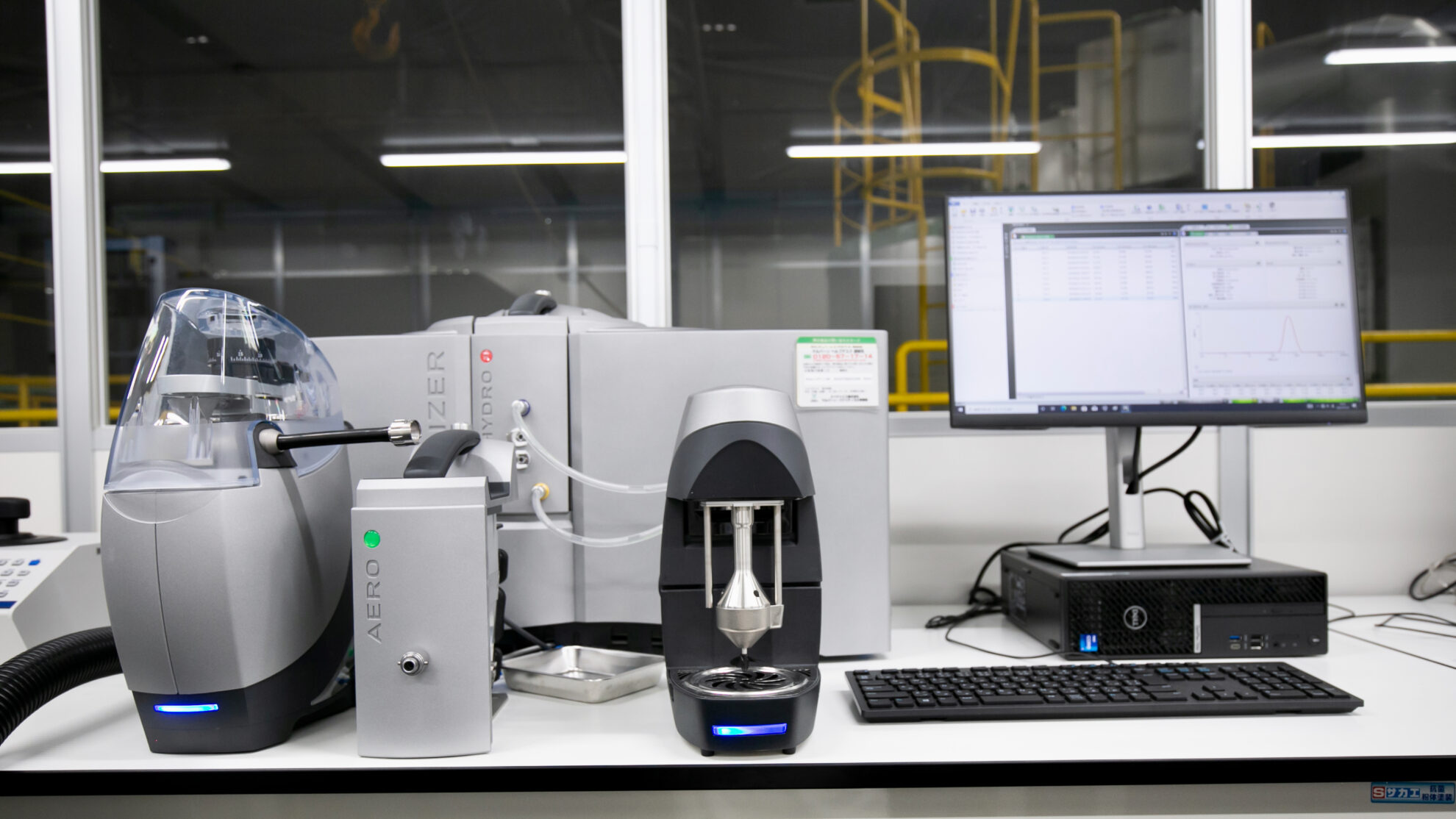
SEM (JEOL JCM-6000plus), laser diffraction particle size distribution (Malvern Panalytical Mastersizer 3000), particle image analysis (Malvern Panalytical Morphologi G3), static fluidity (Hosokawa Micron Powder Tester PT-X), dynamic fluidity (Freeman Technology FT4), particle crushing strength (Nano Seeds NS-A200)
Result 1. Slurry: Viscosity (rheology evaluation: velocity dependence and viscosity)
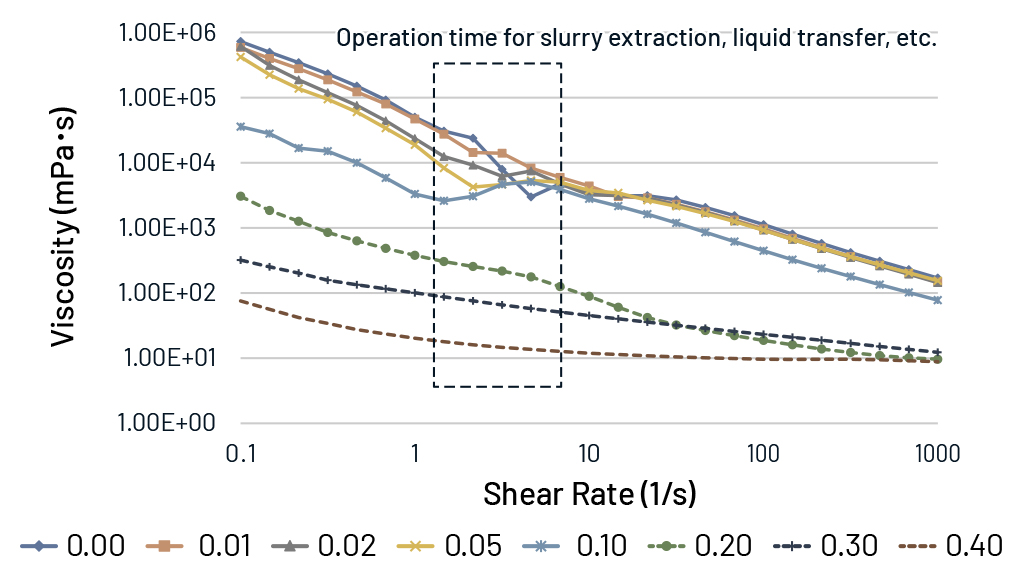
Rheological analysis of the slurry viscosity showed that the amount of dispersant added was inversely proportional to the viscosity, with clear differences depending on the amount added. All samples were non-Newtonian fluids that exhibited shear-thinning (pseudoplastic) behavior, with viscosity decreasing as the shear rate increased. This is a tendency that applies to general ceramic slurries. When the dispersant addition amount was 0.00, the viscosity was high and the peristaltic pump was unable to properly control the liquid feeding. When the dispersant addition amount was 0.01 to 0.02, the pump was able to feed the liquid, and adding a small amount of dispersant improved the liquid delivery control. When the dispersant addition amount was 0.05 to 0.40, the viscosity was low and the liquid feed control became easy. These results show that when spray drying high-viscosity slurries, it is necessary to select a feed pump that is compatible with high-viscosity fluids.
Result 2. Slurry: Strain (rheological evaluation: strain dependence and storage modulus)
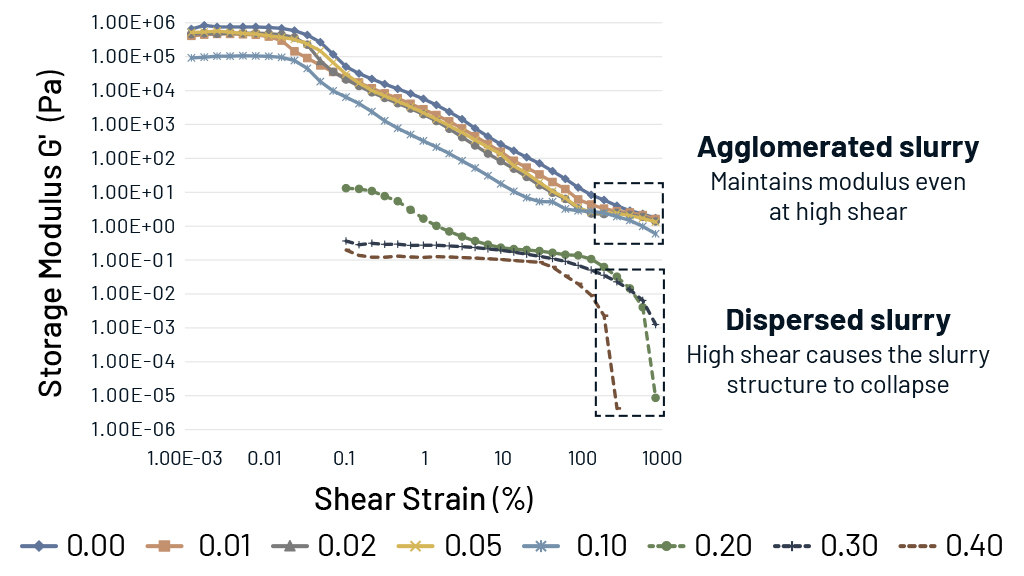
In strain analysis of slurry through rheological evaluation, the storage modulus G’ represents the elastic component of viscoelastic behavior, and simulates the behavior of the slurry as a solid. Here, the behavior of the slurry as a solid is understood as aggregation behavior due to the construction of a network structure between particles. With a high dispersant addition level of 0.20 to 0.40, the inter-particle network easily collapsed due to high dispersibility, and the storage modulus G’ dropped sharply as shear strain increased. On the other hand, when no or only a small amount of dispersant was added, the storage modulus G’ did not fall to the lower measurement limit even when high shear strain was applied, and the interparticle network structure was maintained. Therefore, slurries with a value of 0.00 to 0.10 could be classified as agglomerated slurries that maintain the interparticle network structure, and slurries with a value of 0.20 to 0.40 as dispersed slurries in which the interparticle network structure collapses.
Result 3. Granules: SEM
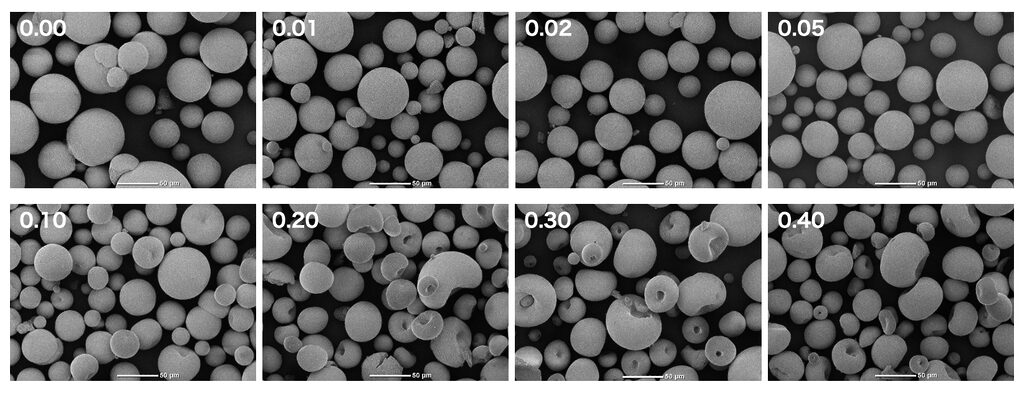
SEM observation of the appearance revealed that the particles with dispersant addition levels of 0.00 to 0.05 were solid granules that were close to spherical. At 0.10, although the particles maintained their spherical shape, slight dents were observed on the surface, suggesting that they were slightly hollow. It was found that 0.20 to 0.40 resulted in a flattened shape and hollow granules with a hole in the center. Therefore, although 0.10 was slightly hollow, spherical solid granules were obtained from the agglomerated slurry, and flat, hollow granules were obtained from the dispersed slurry, which is equivalent to the granule structure formation process model for spray-drying granulation by Junichiro Tsubaki et al. (1998).
Result 4. Granules: Laser diffraction particle size distribution
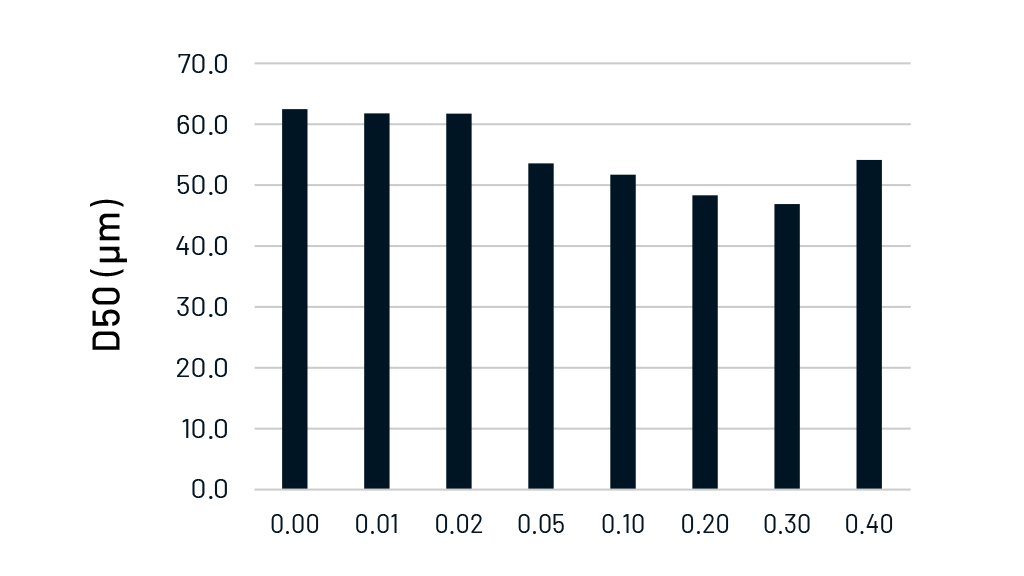
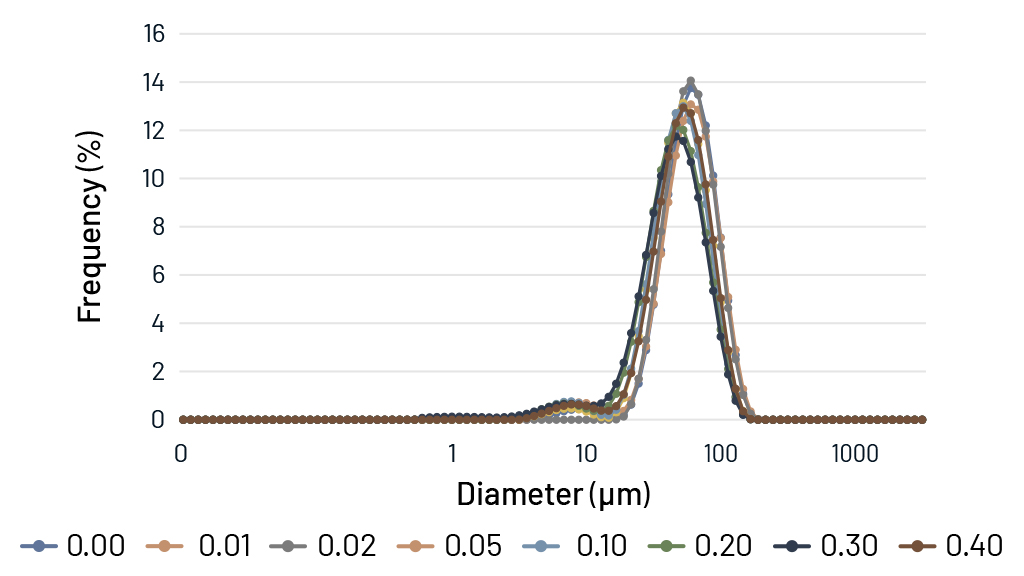
When measuring the particle size distribution of granules using a laser diffraction particle size analyzer, the high viscosity of the agglomerated slurry resulted in larger spray droplets, and therefore larger granules after drying. As a result, the particle size distribution correlated with the amount of dispersant added.
Result 5. Granule: Particle image analysis
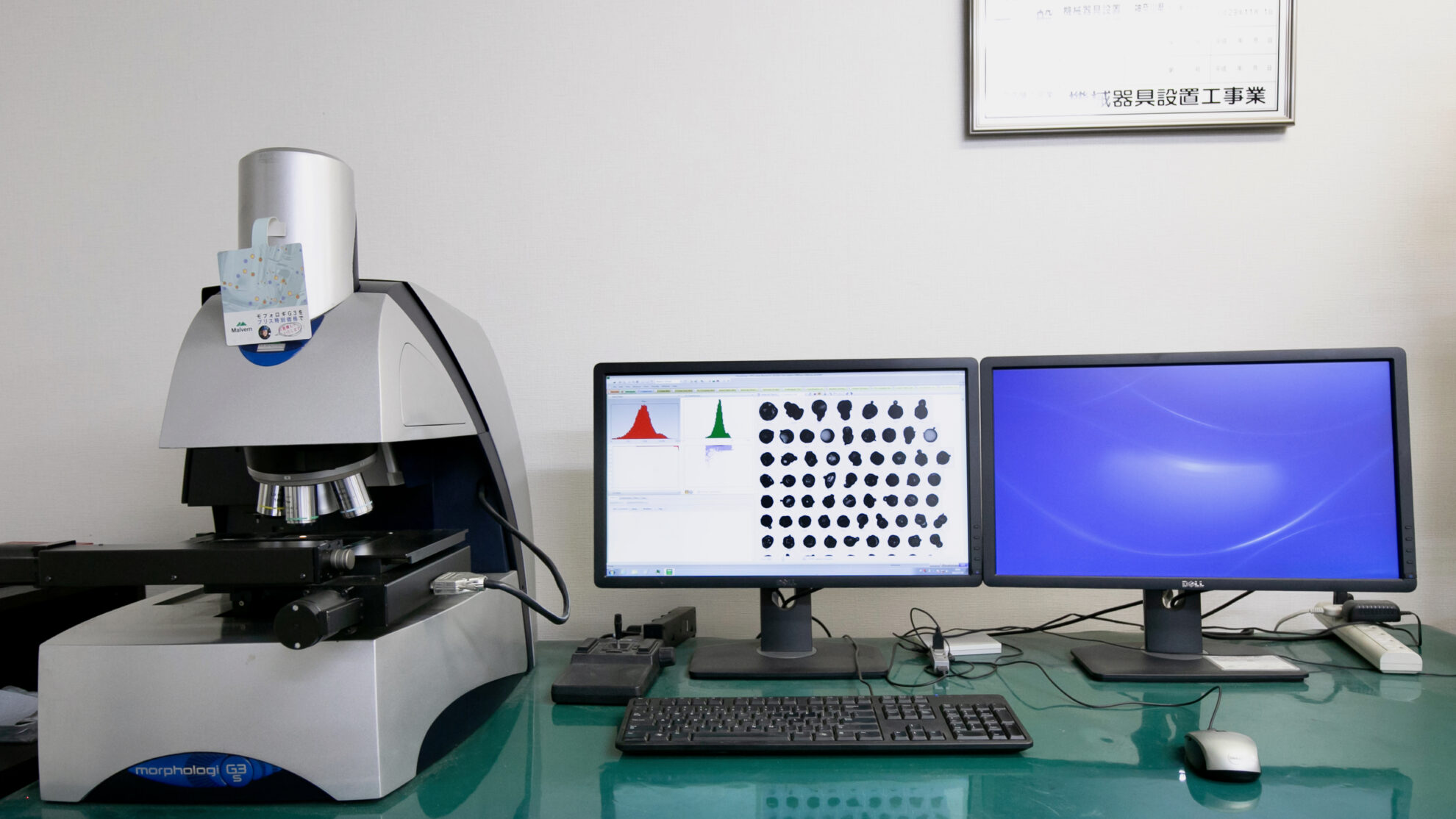
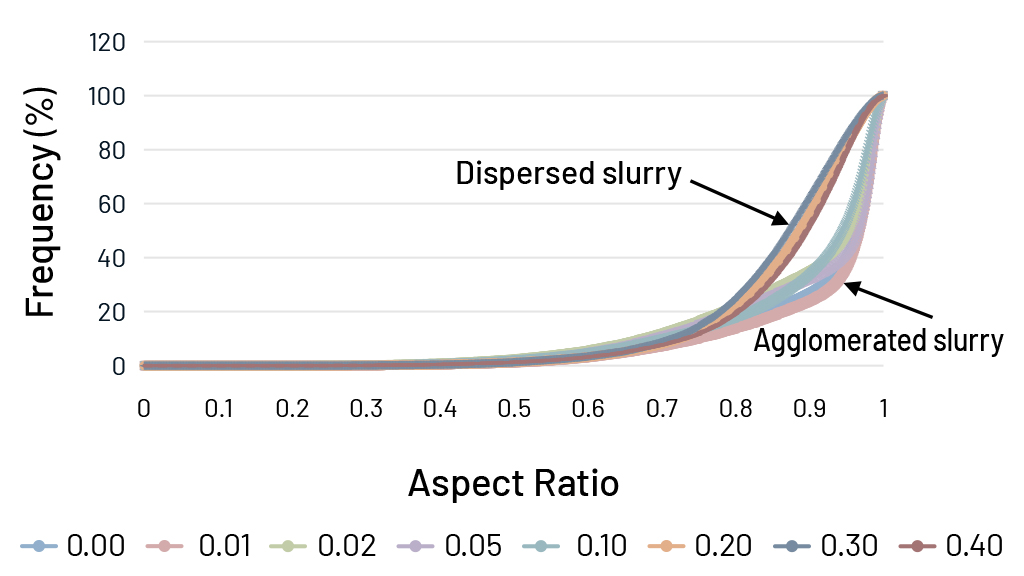
The aspect ratio of the granules was calculated using particle image analysis. The aspect ratio is expressed as the ratio of major axis diameter to minor axis diameter on a scale of 0 to 1. A clear difference was observed between the solid granules of the agglomerated slurry and the hollow granules of the dispersed slurry.
Result 6. Granules: Static fluidity
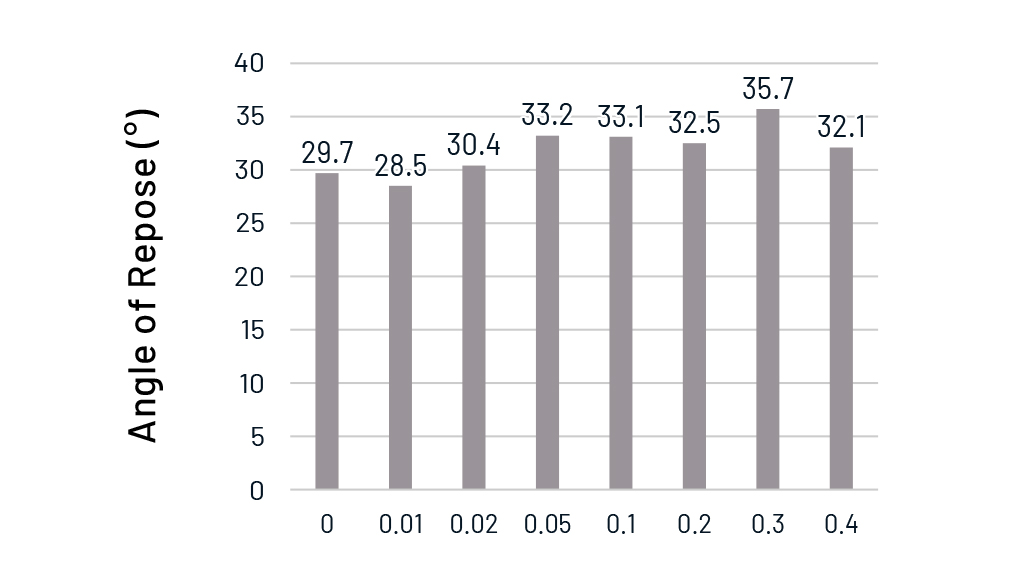
To evaluate static fluidity, the angle of repose was measured. The angle of repose is the angle of the slope formed when powder is dropped from a certain height. The lower the angle, the higher the fluidity is. The results showed that the angle of repose of granules with larger particle sizes was lower, which correlated with the results of laser diffraction particle size distribution measurements.
Result 7. Granules: Dynamic fluidity

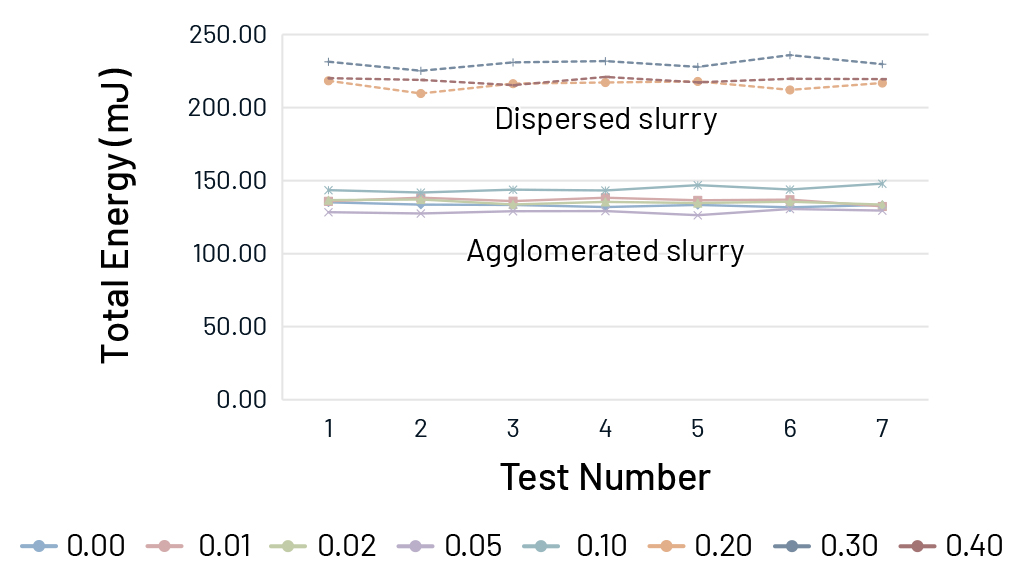
To evaluate dynamic fluidity, a stability test was conducted using FT4 Powder Rheometer. FT4 uses the total energy, calculated by integrating the vertical load and rotational torque obtained when a rotating blade moves up and down inside a container containing powder, as an index of fluidity. For powders with the same bulk density and specific gravity, the lower the total energy, the higher the fluidity, and the higher the total energy, the lower the fluidity. This time, the test was conducted seven times under the same conditions to evaluate the stability of the total energy. The results showed a clear difference in the total energy of granules made from agglomerated slurry and dispersed slurry. Flat, hollow granules have a high total energy because there is significant interference between granules during powder flow. On the other hand, spherical solid granules have less interference, so they do not require a large force to flow, and the total energy is low. In this way, evaluation of dynamic fluidity makes it possible to quantitatively measure differences that are not clearly shown in static fluidity analysis.
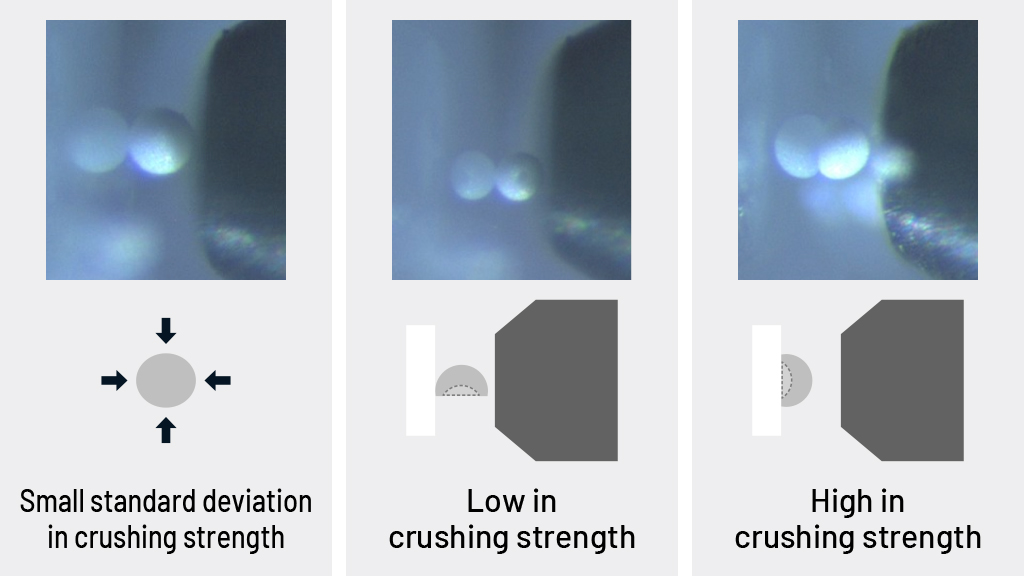
Result 8. Granules: Particle crushing strength
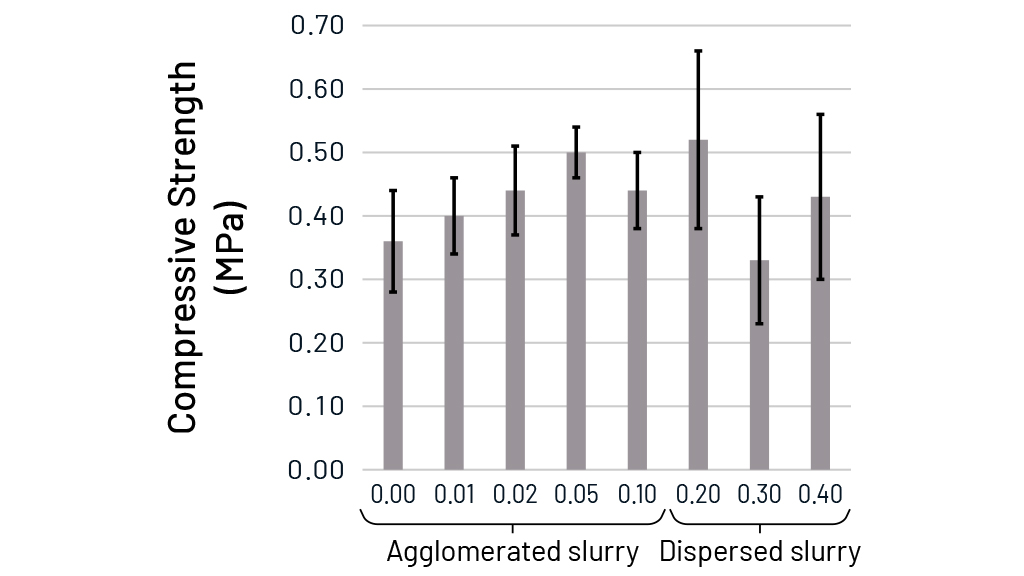
Particle crushing strength is evaluated by measuring the weak force exerted when the granules are crushed by applying pressure to them, and then calculating the crushing strength. When applying pressure to the granules, the value at which they change from elastic deformation to plastic deformation is taken as the crushing force F, and the crushing strength S is calculated using the following formula.
S = 2.8・F / (π・d 2)
S:Crushing strength (Pa)
F:Crushing force (N)
d:Particle diameter (m)
The results show the average crushing strength and standard deviation of n=10 measurements of each sample. Although there was no significant difference in the average crushing strength, the standard deviation showed that the granules in the agglomerated slurry were smaller and those in the dispersed slurry were larger. Because the granules of the agglomerated slurry are spherical, there is almost no change in crushing strength depending on the direction of pressure, resulting in a small standard deviation. On the other hand, because the granules of the dispersed slurry are distorted in shape, it is thought that their crushing strength changes depending on the direction of pressure, resulting in a large standard deviation. In the actual molding process, it is difficult to control the orientation of the granules when they are filled into a mold. Therefore, it is important to produce spherical solid granules during spray drying.
Summary
In the manufacturing process of fine ceramics, “raw material preparation” and “spray drying” are important steps that affect the quality of the final product. In the raw material preparation process, rheological analysis is used to analyze the properties of the slurry, making it possible to quantitatively measure and distinguish the physical properties of agglomerated and dispersed slurries. This time, the evaluation focused on the amount of dispersant added, but the physical properties of spray-dried granules can also change depending on other parameters, such as the primary particle size and shape of the raw material powders, particle size distribution, or the amount of binder added. In addition, the physical properties of the granules can vary significantly depending on the operating conditions during spray drying. Therefore, it is important to set the conditions for raw material preparation and spray drying comprehensively, without distinguishing between them.
Our spray dryers have a proven track record in the drying and granulation process of fine ceramics. Based on our accumulated experience and expertise, we design optimal spray drying processes and set operating conditions that meet the required quality. By optimizing the various conditions of the spray drying process, we control powder quality that exceeds customers’ expectations. In addition, our freeze granulator is a brand new powder manufacturing process that may overcome the weaknesses of spray-dried products and freeze-dried pulverized products. Regarding freeze granulation technology, we have introduced more information in “About Freeze Granulation“, “Alumina (Al2O3) and Silica (SiO2) – Spray Drying and Freeze Granulation”, and “Dispersibility of Nanofibers – Freeze Granulation of Cellulose Nanofibers (CNF) and Carbon Nanotubes (CNT)“.



We not only provide powder processing trials for spray drying, spray cooling, and freeze granulation, but also services that include pre- and post-powder processing, such as wet pulverizing, mixing, molding, sintering and freeze-drying. We operate a total of three locations: two Powder Technical Centers in Japan and ASEAN Powder Technical Center in Thailand. Our brand new Powder Technical Center 2 (PTC2), which was newly established in 2023, has one of the largest collections of analytical measurement equipment in Japan. We provide one-stop support for powder processing and analytical measurements (Powder Trials & Analytical Measurements/Contract Powder Processing).
*The contents such as photos shown in this article may differ from the actual projects and may be used as an images.
Related Information