ファインセラミックスは、セラミックスの中において、化学組成や結晶構造および製造工程を精密に制御し、新しい機能または特性を持たせた、主として非金属の無機物質を指します。さまざまな元素を精密に配合することによって、多様なファインセラミックス製品が開発されています。硬度や耐摩耗、耐熱等の物理特性に加えて、電磁気特性や光学特性等に優れた様々なファインセラミックス製品が存在し、半導体、エレクトロニクス、自動車、航空、宇宙、産業機械、化学、医薬等の幅広い産業界において利用されています。
ファインセラミックスの主な製造工程は以下となります。

原料調合
原料粉末をバインダー等の添加剤と共に溶媒に混合・粉砕し、スラリーを製造します。
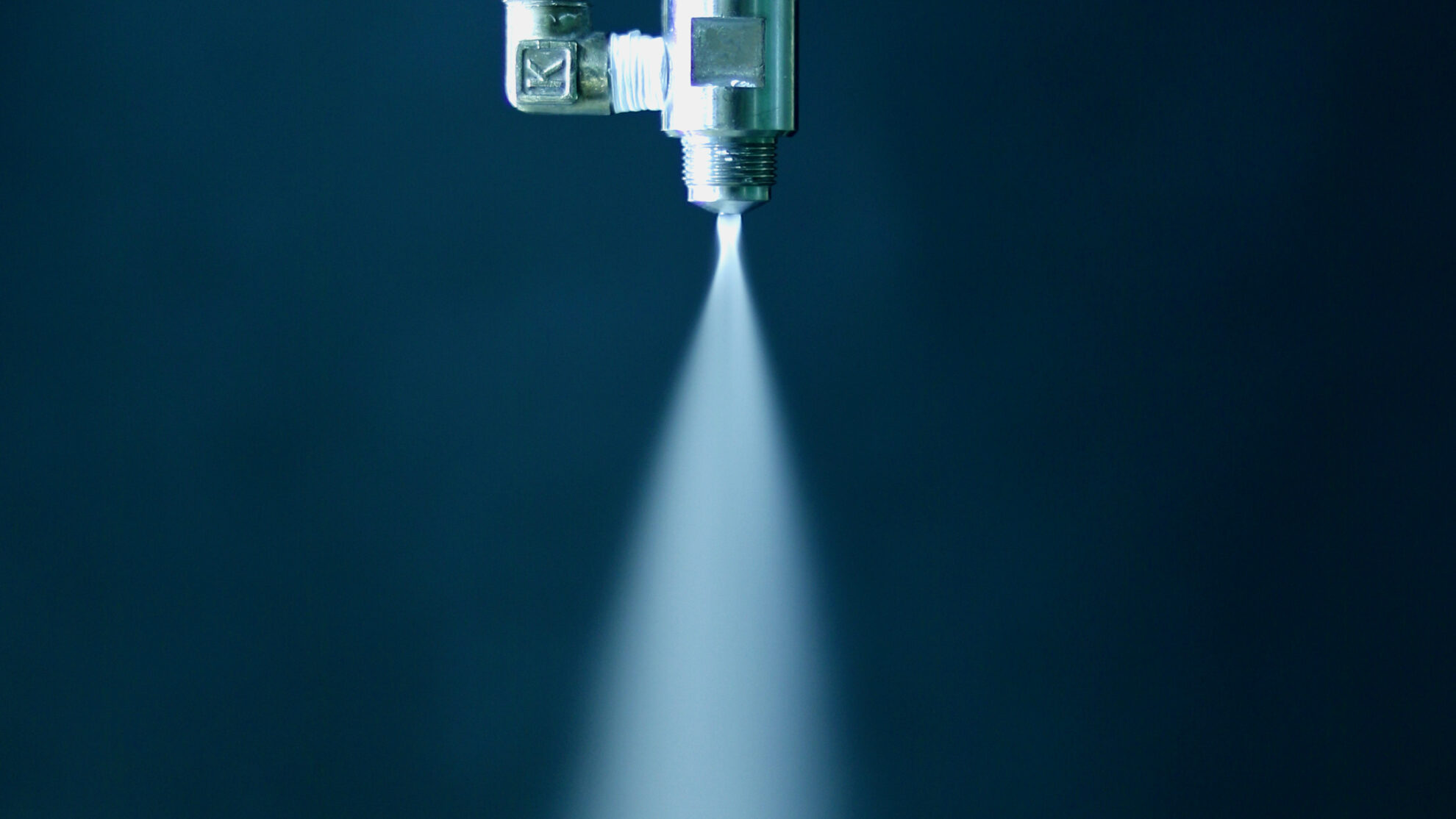
スプレードライ
スプレードライヤーによって調合したスラリーを噴霧乾燥し、球状の造粒体を製造します。
成形
造粒体を加圧成形し、成形体を製造します。成形工程には、一軸成形、ラバープレスによる冷間等方圧加圧成形(CIP)、押出成形、射出成形、鋳込成形、テープ成形等があります。
焼成
炉を用いて成形体を加熱・焼成し、焼結体を製造します。焼成工程には、酸化焼成炉、真空炉、雰囲気炉(不活性ガス等を使用)、熱間静水圧加圧焼結(HIP)等があります。
仕上加工
焼結体を仕上加工します。仕上加工には、研削、研磨、金属や樹脂との接合・接着、メタライジング等があります。
検査
検査装置を用いて加工製品を検査します。検査項目には、寸法交差、平面度、平行度、真円度、強度、密度等があります。
洗浄
製品を精密洗浄し、パーティクルや異物、油分等を除去します。
製品
製品は、梱包工程を経て、出荷されます。
原料調合とスプレードライの役割


ファインセラミックスの製造工程において、原料調合とスプレードライは、製品の品質維持に重要な役割を果たします。原料調合では、湿式粉砕・混合工程において、数百nmから1μm程度の原料粉末が均質に分散したスラリーを製造します。その後、スプレードライヤーによってスラリーを噴霧乾燥し、数十から100μm程度の造粒体を製造します。造粒体は、スプレードライを用いることによって球形でシャープな粒度分布が得られるため、流動性に優れます。球形で流動性に優れた造粒体は、成形工程において均質に充填することが可能になり、密度や厚みにばらつきの少ない、安定した成形体が得られます。また、成形体が均質で高密度になるため、焼成時においても高い精度で緻密化が進み、空隙率の低い高密度の焼結体が得られます。一方、スプレードライにおいて適切な条件で造粒が行われていない場合は、成形体密度が不均質になり、焼成時に割れや反り、焼結不良等が発生することもあります。
原料調合とスプレードライの条件設定

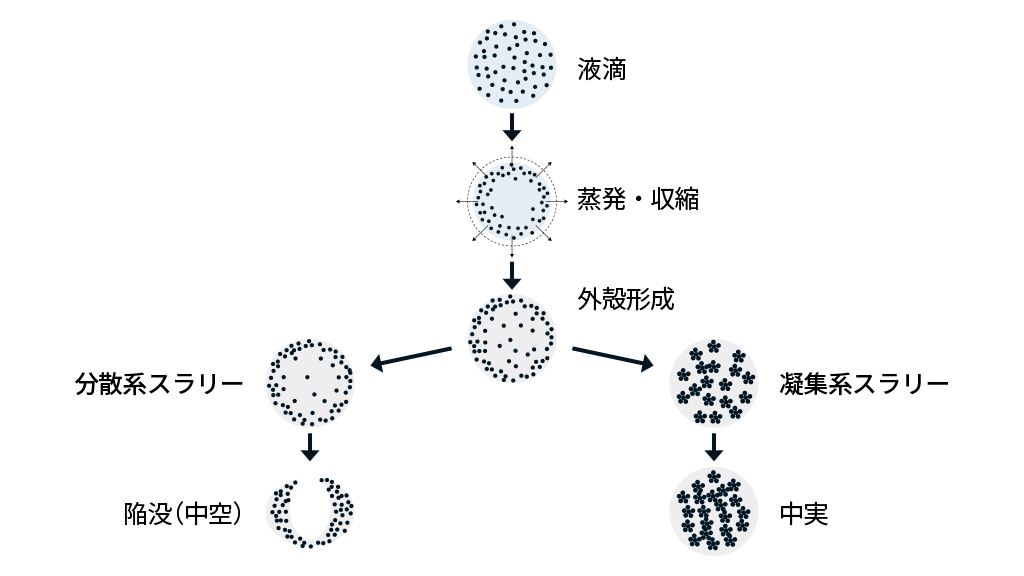
スプレードライは、スラリーの乾燥時に、溶媒が液滴の表面から蒸発すると同時に、内部の水分が表面に移動することで、液滴全体が収縮します。水分の移動と同時に、液滴内の固形分が外側に移動しながら粒子構造を形成します。そのため、粒子は外殻の密度が高くなり、内部は低密度あるいは中空状になる傾向があります。また、懸濁液において、液体内に含まれる粒子成分が複数あり、それぞれの粒径や密度が異なる場合は、乾燥時の粒子移動によって造粒体の内部において偏析が生じることがあります。
原料調合やスプレードライにおける条件設定が不適切な場合は、これらの傾向が強まる場合があります。硬い外殻を持ち、内部が中空上の造粒体は、成形時に適切に崩壊せず、空孔を保った状態で成形体に留まります。その場合、焼成時においても空孔が残存します。ファインセラミックス製品は多結晶体であるため、粒界に存在するわずかな空孔が欠陥となります。例えば、機械的特性においては、空孔の存在によって緻密性が損なわれ、応力が集中することで、その部分の破壊靱性が理論強度以下になってしまうことがあります。ファインセラミックス製品に求めらるその他の特性についても、空孔が主要因とされる欠陥によって、理論値よりも低い性能になることがあります。このような欠陥を防ぐためには、造粒体の形状やサイズ、密度、内部構造を把握し、原料調合とスプレードライ条件の適切な制御を行うことが重要です。
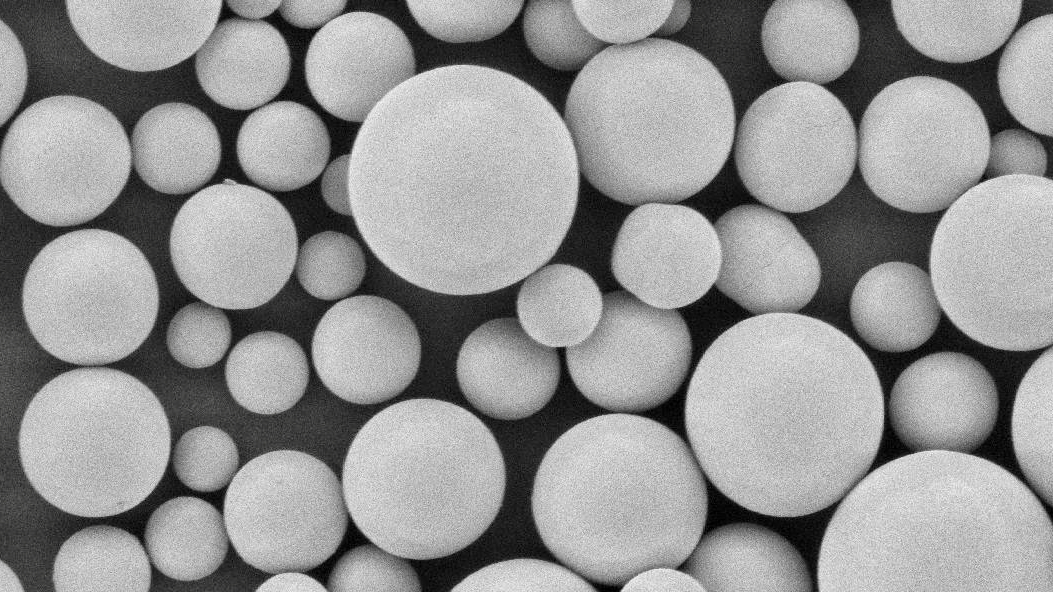
中実造粒体
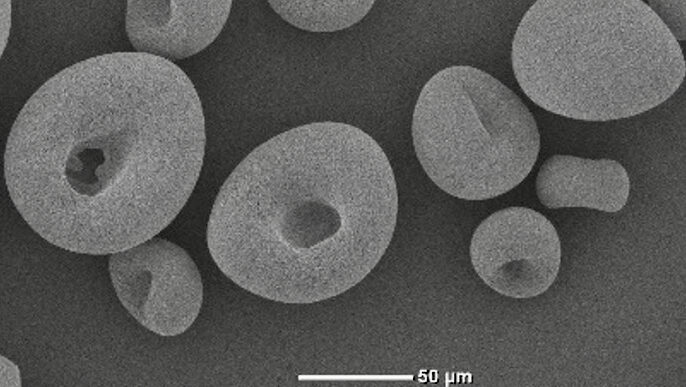
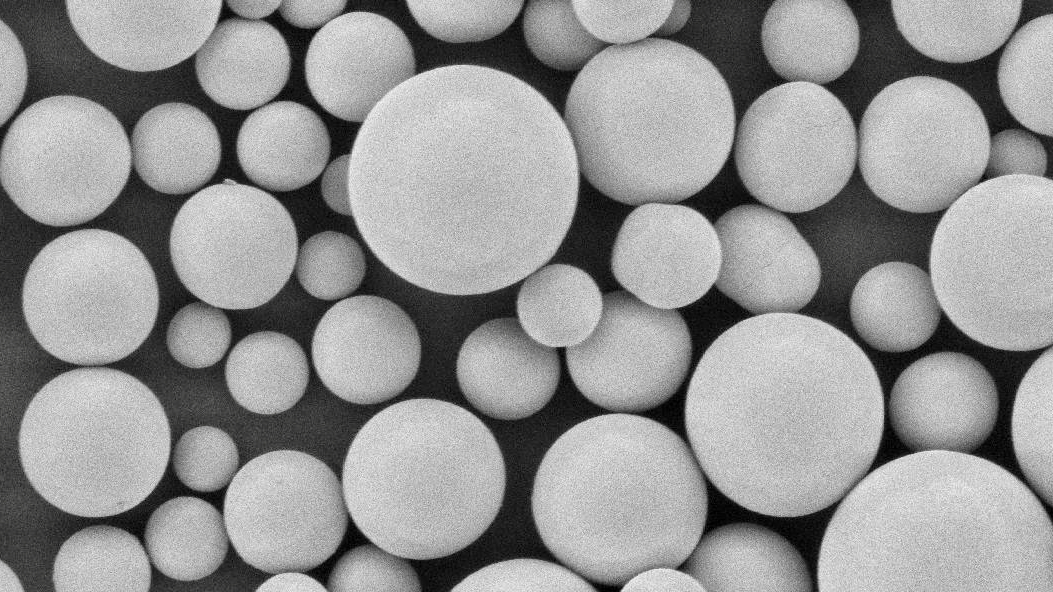
中空造粒体
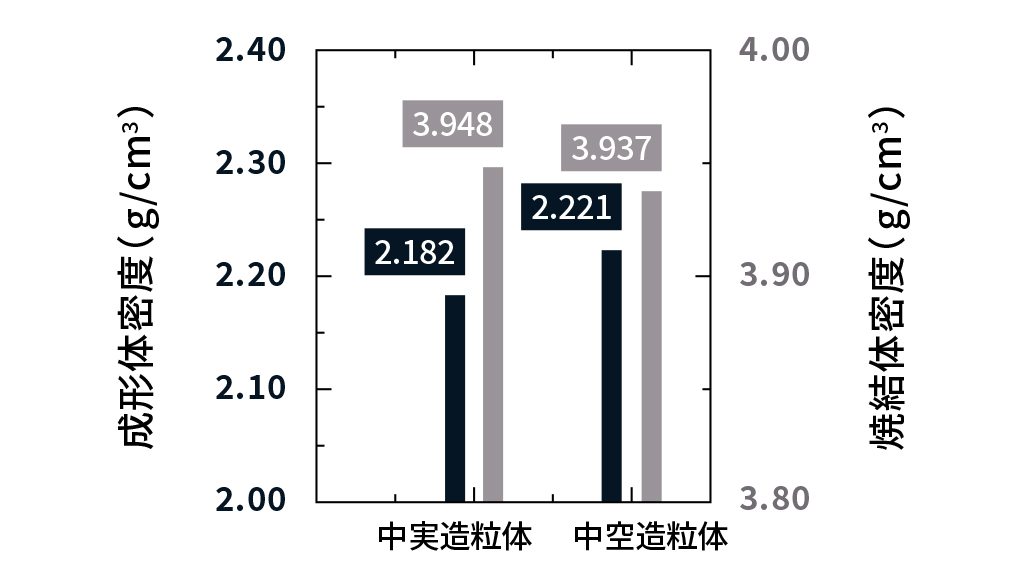
成形体と焼結体密度
上の画像は、粒度0.5μmのアルミナ原料粉末を使用し、濃度50wt%で調合した水系スラリーをスプレードライした造粒体です。外観を観察すると、「中実造粒体」は、球状である一方、「中空造粒体」は、中心部に大きな陥没があり、外殻と内部に密度差があることが分かります。また、右のグラフは、「中実造粒体」と「中空造粒体」の成形体密度と焼結体密度の比較です。「中実造粒体」と「中空造粒体」を、それぞれ30MPaで一軸加圧したφ20mmの成形体を、500℃で1時間の脱脂処理を行った後に、1600℃で2時間の焼成処理をしました。ファインセラミックスの性能は、焼結体密度で表すことが一般的です。この比較からは、「中実造粒体」は「中空造粒体」よりも焼結体密度が高く、性能に優れることがわかります。
この2つの造粒体は、アルミナ原料、水溶媒、スラリー濃度、スプレードライの諸条件はすべて同じです。唯一の違いは、「中実造粒体」には分散剤を添加せず、「中空造粒体」には添加していることです。スラリー調整において、分散剤を添加しない場合は、アルミナ原料粉末が二次凝集することによって「凝集系」スラリーになります。一方、分散剤を添加した場合は、原料粉末が二次凝集せずに、一次粒子に近い状態で分散した状態となるため、「分散系」スラリーになります。
参考文献:椿淳一郎, et al. 噴霧乾燥顆粒の構造形成過程に及ぼすスラリー特性の影響. Journal of the Ceramic Society of Japan (日本セラミックス協会学術論文誌), 1998, 106.1240: 1210-1214.

ファインセラミックスの製造工程におけるスプレードライヤーの噴霧方式は、一般にロータリーアトマイザーが選定されます。ロータリーアトマイザー方式は、高速回転するディスクに液体材料を供給し、遠心力によってディスクの周縁から微粒化する噴霧法です。噴霧液滴の形状は、表面張力の働きによって球状になります。
分散系スラリーは、原料粉末が一次粒子に近い状態でスラリー内に分散しています。そのため、液滴の乾燥時には、原料粉末が液滴表面に多く移動することで、外殻の密度が高くなります。また、外殻の形成後も水分蒸発は続くため、液滴の蒸発界面は内部に進行して減圧され、最終的に外殻の最弱部が内側にくぼむことによって、陥没形状になります。
凝集系スラリーは、一次粒子が凝集することによりネットワークを形成します。そのため、凝集体を単位とした挙動となることで、乾燥時の水分移動における外力に逆らい、ネットワーク構造を保持します。凝集体の構造を保持したまま液滴が乾燥することによって、中実造粒体になります。ファインセラミックスのスプレードライでは、適切な凝集系スラリーを調合し、中実造粒体を得ることが重要です。
分散状態の異なるスラリーを用いたスプレードライ造粒体の評価
ファインセラミックスのスプレードライでは、凝集系スラリーを用いて適切な中実造粒体を得ることが重要です。一方、凝集系スラリーは、一次粒子間でネットワーク構造を築くことにより、粘性が高くなります。スラリーの粘性が高すぎる場合は、スプレードライ時における送液制御が困難になります。また、ロータリーアトマイザーのディスク内部で原料が固着する、あるいは液滴が適切に微粒化されないことに起因する、異形粒子の生成が起きることがあります。そのため、送液と液滴微粒化を適切に行うことが可能な水準の粘性範囲内において、凝集系スラリーを調合する必要があります。以下は、当社が過去に粘性(分散状態)の異なる8検体のスラリーを用いて実施したスプレードライ造粒体の評価になります。
スプレードライ条件
装置
ターニングスプレードライヤー TR160
温度条件
入口温度150℃、出口温度85~89℃
噴霧方式
ロータリーアトマイザー(回転数:8,000rpm)
ポンプ
ローラーポンプ(シリコンチューブ)
スラリー条件
原料
アルミナ(0.5μm)、PVA、ポリカルボン酸アンモニウム系分散剤、イオン交換水
レシピ
アルミナ濃度60wt%、PVA濃度0.5wt%(アルミナ比)、分散剤濃度0.00、0.01、0.02、0.05、0.10、0.20、0.30、0.40wt%(アルミナ比、不揮発分)、イオン交換水(分散媒)
調合方法
バインダー以外の原料とジルコニアボール(φ10mm)をポットに投入し、ポットミルで約18時間の処理を行い、その後、取り出したスラリーを機械攪拌しながら、水溶液に調製したPVAを投入した。
分析・測定項目
スラリー
粘性・ひずみ(アントンパール MCR302e)
造粒体
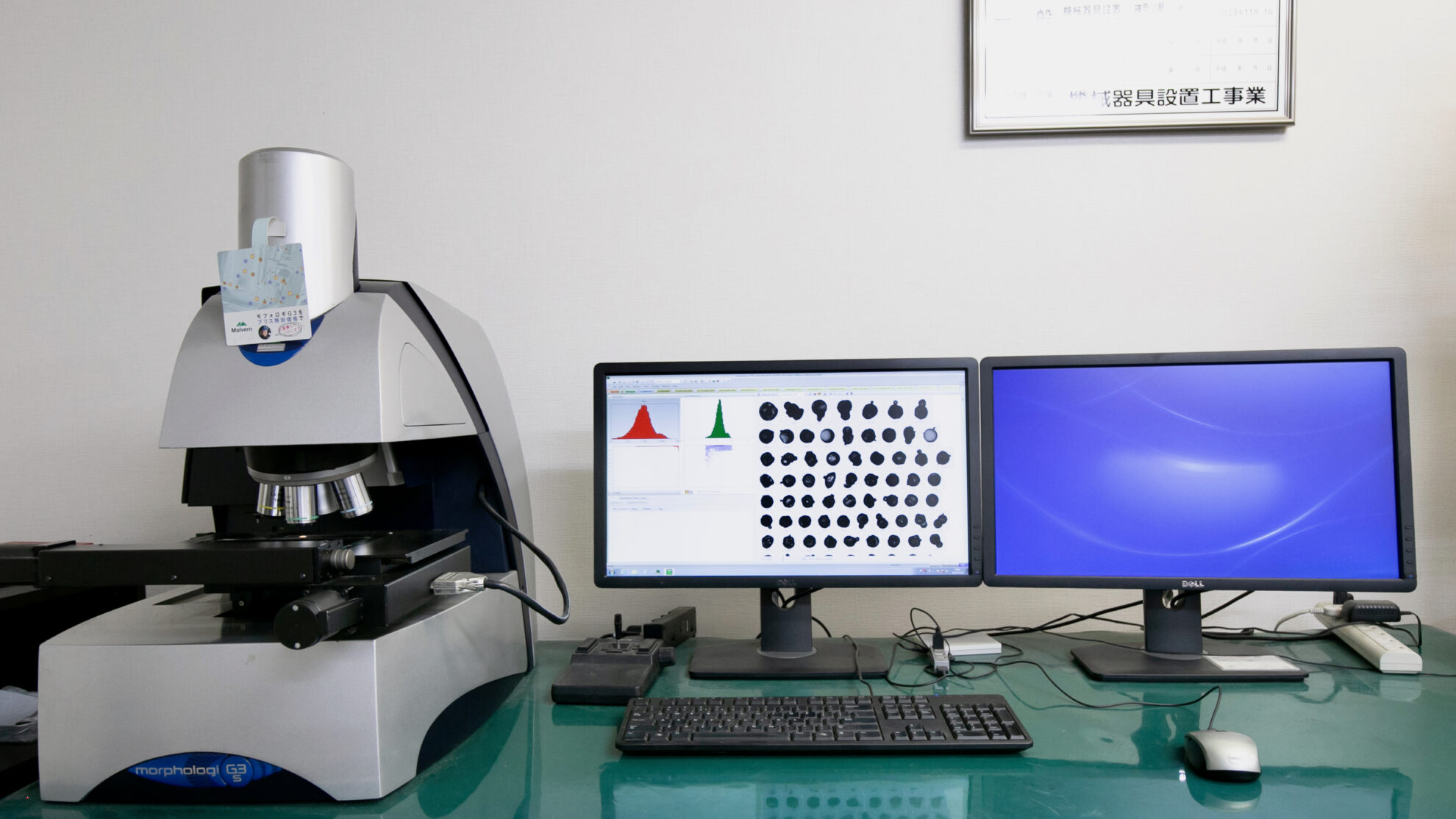
SEM(日本電子 JCM-6000plus)、レーザー回折粒度分布(マルバーンパナリティカル Mastersizer 3000)、粒子画像解析(マルバーンパナリティカル Morphologi G3)、静的流動性(ホソカワミクロン パウダテスタ PT-X)、動的流動性(フリーマンテクノロジー FT4)、粒子圧壊強度(ナノシーズ NS-A200)
結果1. スラリー:粘性(レオロジー評価:速度依存・粘度)
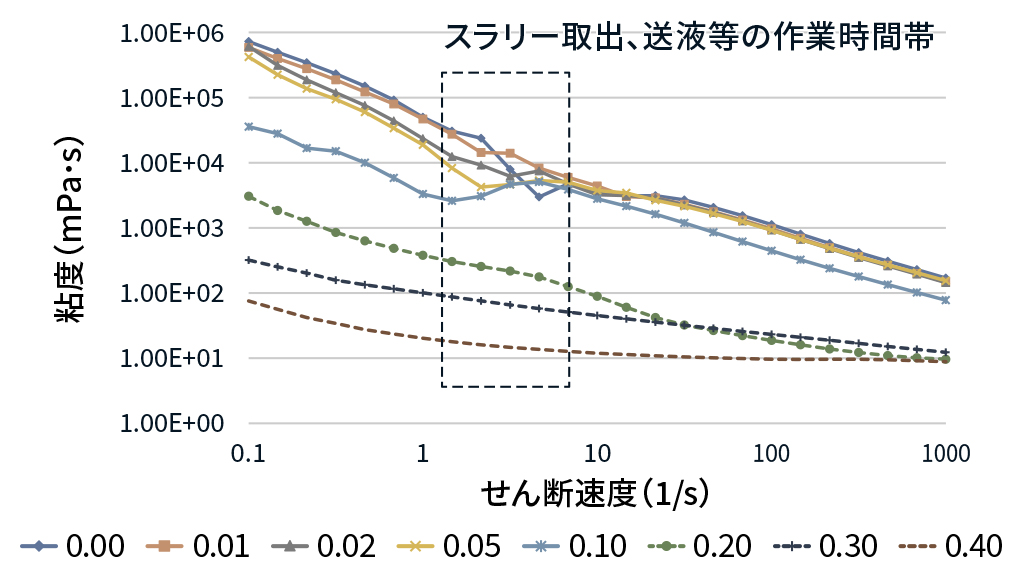
レオロジー評価によるスラリーの粘性分析では、分散剤の添加量と粘度は反比例し、添加量によって明確な差が示されました。すべての検体は、せん断速度の増加とともに粘度が低下するシアシニング(擬塑性)の挙動をふるまう非ニュートン流体でした。これは、一般のセラミックススラリーに当てはまる傾向です。分散剤添加量0.00は、高粘度のため、ローラーポンプでは送液制御を適切に行えませんでした。0.01~0.02は、ポンプの送液は可能になり、わずかな分散剤量の添加によって送液制御は改善しました。0.05~0.40は低粘度となり、送液制御は容易になりました。この結果から、高粘度のスラリーをスプレードライする際には、高粘度流体に対応したポンプを選定する必要があることが示されました。
結果2. スラリー:ひずみ(レオロジー評価:ひずみ依存・貯蔵弾性率)
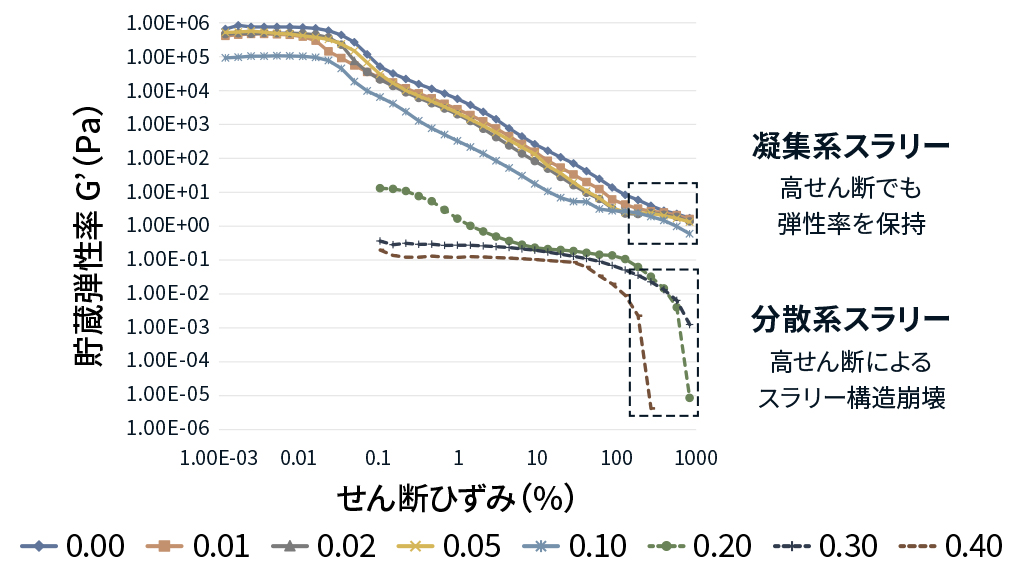
レオロジー評価によるスラリーのひずみ分析において、貯蔵弾性率 G’は粘弾性挙動の弾性要素を表し、スラリーの固体としての挙動を疑似的に表現しています。ここでは、スラリーの固体としての挙動を、粒子間のネットワーク構造の構築による凝集挙動として捉えます。分散剤添加量の多い0.20~0.40は、分散性が高いために容易に粒子間ネットワークが崩壊し、せん断ひずみの増加に伴って貯蔵弾性率 G’は急低下しました。一方、分散剤の添加量が無い、または少ない0.00~0.10の貯蔵弾性率 G’は、高せん断のひずみを与えた場合においても測定下限値まで低下することはなく、粒子間ネットワーク構造を保持しました。したがって、0.00~0.10を、粒子間ネットワーク構造を保持する凝集系スラリー、0.20~0.40を、粒子間ネットワーク構造が崩壊する分散系スラリーとして分類することができました。
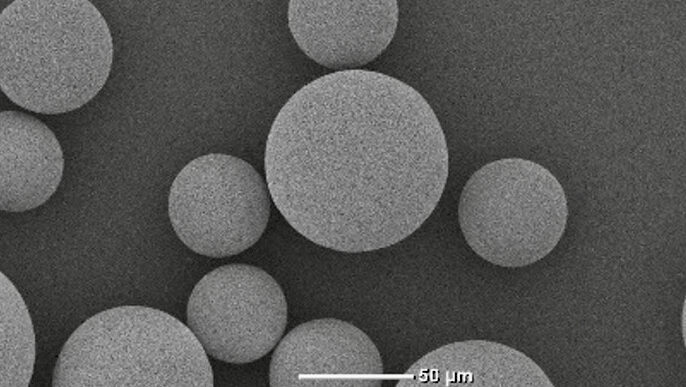
結果3. 造粒体:SEM
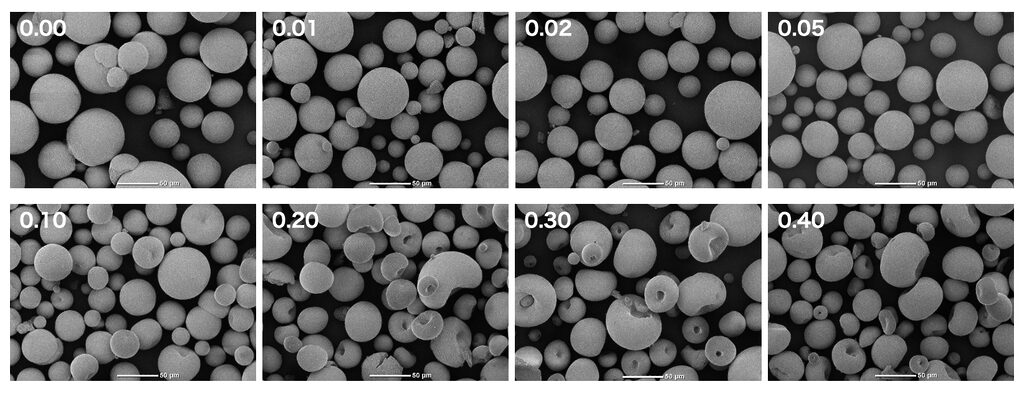
SEMによる外観観察では、分散剤添加量0.00~0.05は、真球状に近い中実造粒体であることが分かりました。0.10については、球状を保ってはいるものの、表面にくぼみがわずかに確認されたため、軽度の中空状態であることが示唆されます。0.20~0.40は扁平形状となり、また中心に空孔が存在する中空造粒体であることが分かりました。よって、0.10は軽度の中空状態ではあるものの、凝集系スラリーからは球状の中実造粒体が得られ、分散系スラリーは扁平状の中空造粒体となり、椿淳一郎, et al. (1998) のスプレードライ造粒の造粒体構造形成過程モデルと同等の結果になりました。
結果4. 造粒体:レーザー回折粒度分布
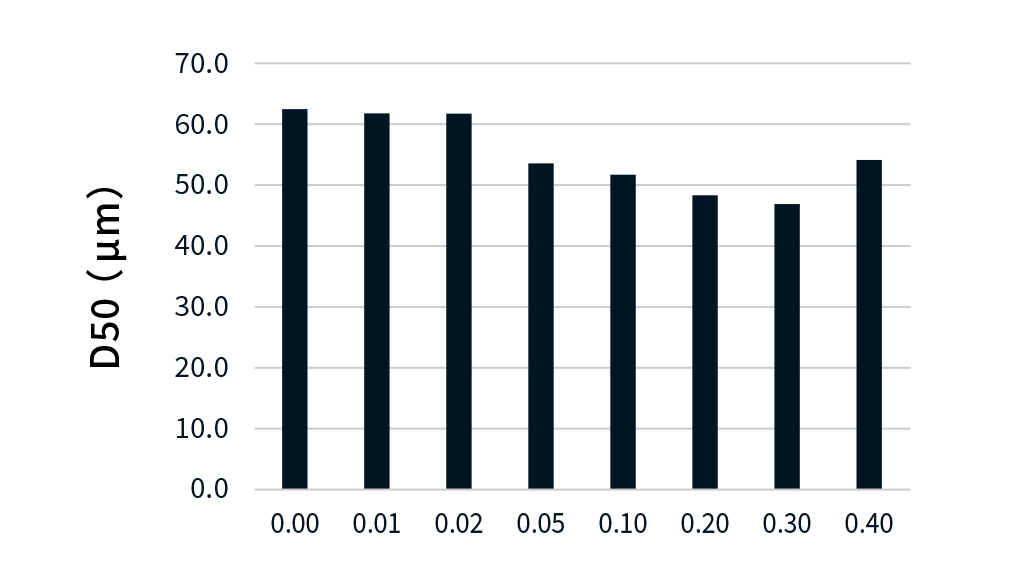
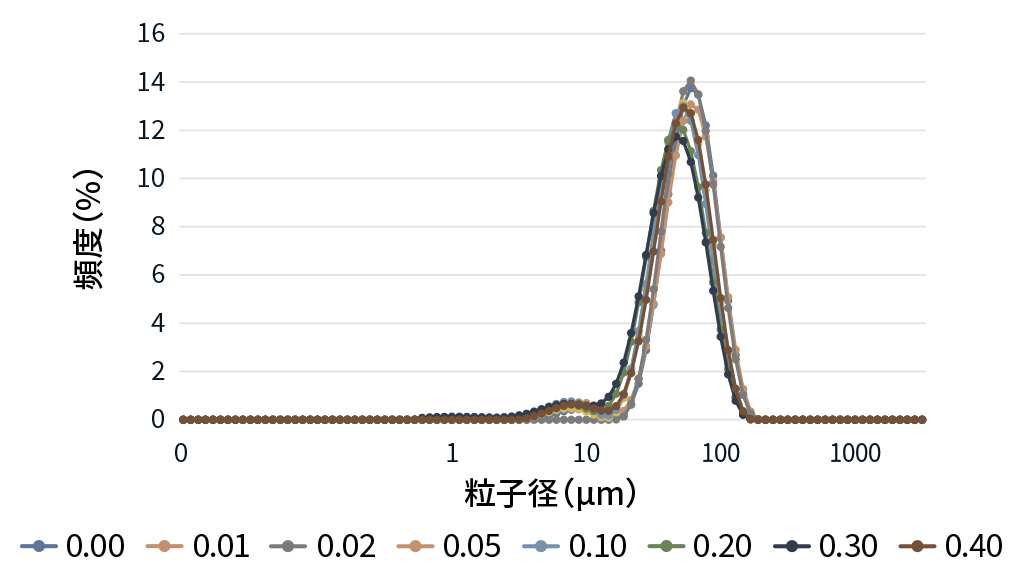
レーザー回折粒度分布測定装置を用いた造粒体の粒度分布測定では、凝集系スラリーは、高粘度により噴霧液滴が大きくなるため、乾燥後の造粒体も大きくなりました。そのため、粒度分布は分散剤添加量と相関する結果となりました。
結果5. 造粒体:粒子画像解析
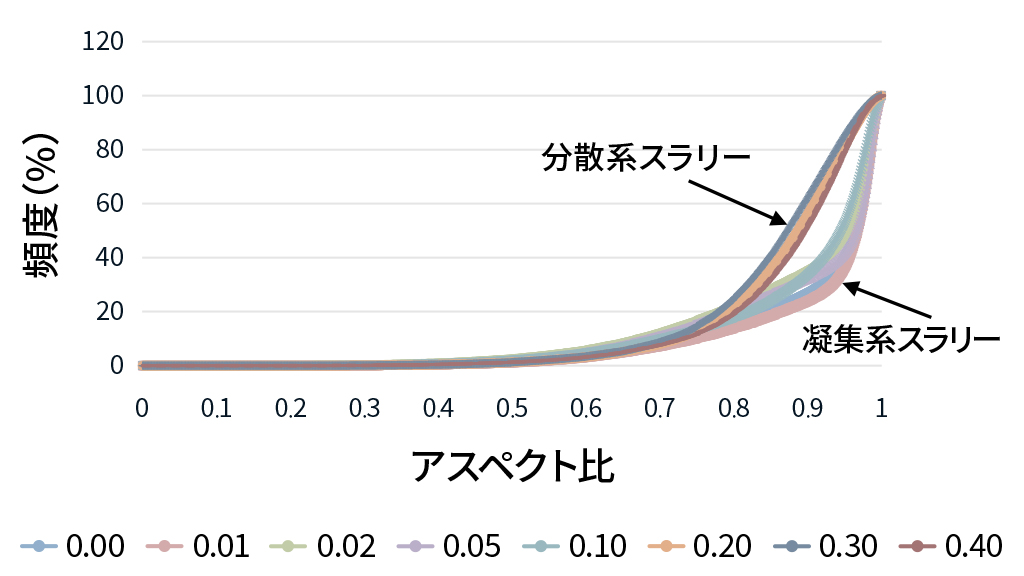
粒子画像解析を用いて造粒体のアスペクト比を算出しました。アスペクト比は、長軸径/短軸径として0〜1のスケールで表されます。凝集系スラリーの中実造粒体と分散系スラリーの中空造粒体には明確な差が確認されました。
結果6. 造粒体:静的流動性
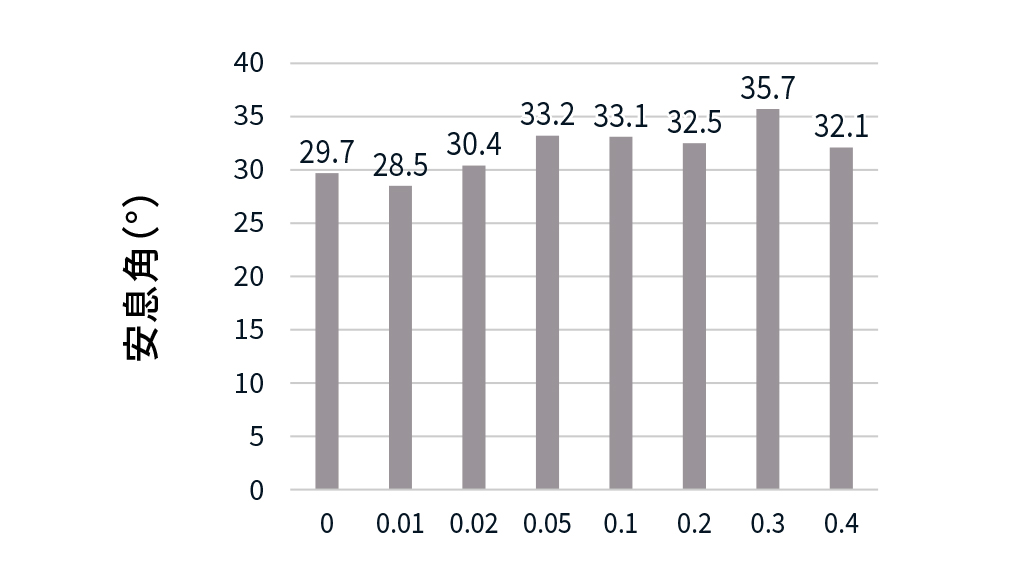
静的流動性の評価として、安息角の測定を行いました。安息角は、一定の高さから粉体を落下させることによって、形成された山の斜面の角度です。角度が低いほど、流動性が高いと判断します。結果は、粒度が大きい造粒体の安息角が低くなり、レーザー回折粒度分布の測定結果と相関がありました。
結果7. 造粒体:動的流動性

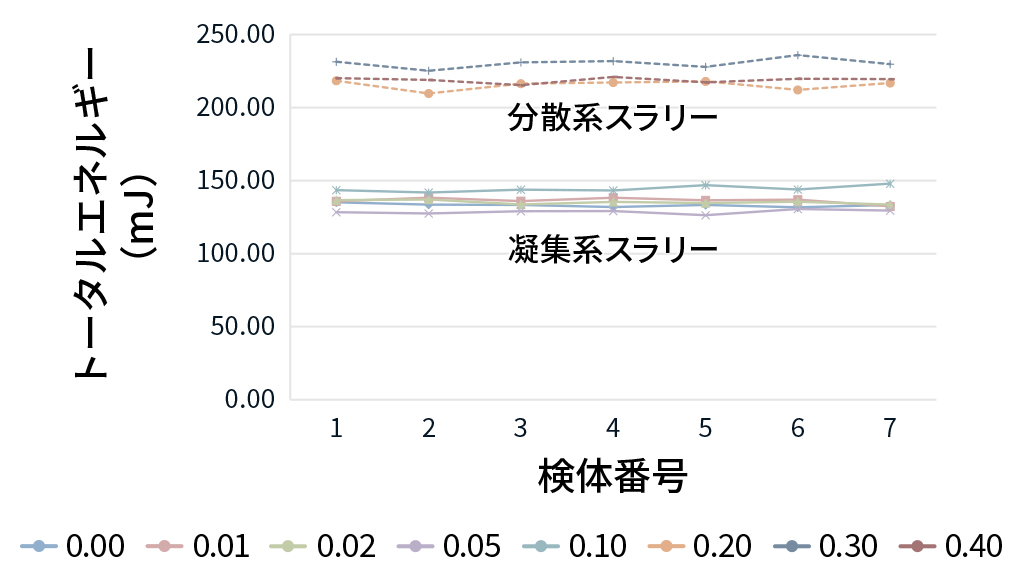
動的流動性の評価では、パウダーレオメーター FT4を用いて安定性試験を行いました。FT4は、粉体を投入した容器内で、回転ブレードが上下に移動する際に得られる垂直加重と回転トルクを積算したトータルエネルギーを流動性の指標とします。かさ密度と比重が同じ粉体の場合は、トータルエネルギーが少ないほど流動性が高く、多いほど低くなります。今回は、同条件で7回試験を行い、トータルエネルギーの安定性を評価しました。結果は、凝集系スラリーと分散系スラリーによる造粒体のトータルエネルギーには明確な差が示されました。扁平形状の中空造粒体は、粉体流動時における造粒体間の干渉が大きいため、トータルエネルギーが高くなります。一方、球状の中実造粒体は、干渉が小さいため、流動に大きな力を必要とせず、トータルエネルギーは低くなります。このように、動的流動性の評価では、静的流動性分析では明確に示されない差異においても、定量的に測定することが可能になります。
結果8. 造粒体:粒子圧壊強度
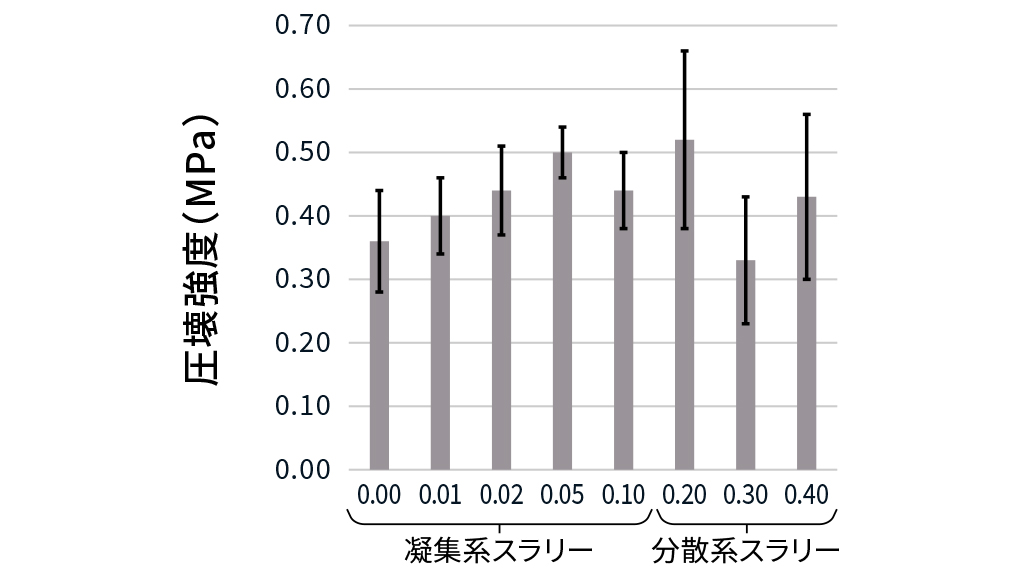
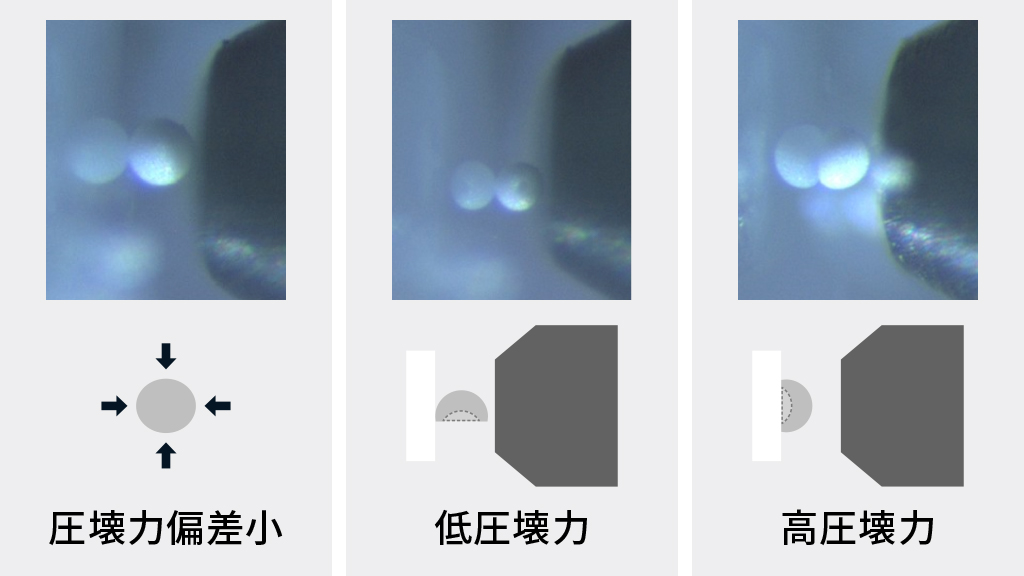
粒子圧壊強度の評価は、造粒体を加圧することによって、潰れる際の微弱な力を測定し、圧壊強度を算出します。造粒体の加圧時に弾性変形から塑性変形へ降伏した値を圧壊力 F として、圧壊強度 S を以下の式を用いて算出します。
S = 2.8・F / (π・d 2)
S:圧壊強度(Pa)
F:圧壊力(N)
d:粒子径(m)
結果は、各検体をn=10測定した平均圧壊強度とその標準偏差を示しています。平均圧壊強度に大きな差は見られないものの、標準偏差については、凝集系スラリーの造粒体は小さくなり、分散系スラリーの造粒体は大きくなりました。凝集系スラリーの造粒体は、球状であることから、加圧方向に応じた圧壊強度の変化はほぼ無くなるため、標準偏差は小さくなりました。一方、分散系スラリーの造粒体は、形状が歪であるため、加圧方向によって圧壊強度が変わり、標準偏差が大きくなったと考えられます。実際の成形工程においては、造粒体を金型に充填する際に、造粒体の配向を制御することは困難です。そのため、スプレードライ時において、球状の中実造粒体を製造することが重要です。
まとめ
ファインセラミックスの製造プロセスにおいて、「原料調合」と「スプレードライ」は、製品の品質に影響を与える重要な工程です。原料調合では、レオロジー分析を用いてスラリーの特性分析を実施することで、凝集系スラリーや分散系スラリーの物性を定量的に測定し、判別することが可能になります。今回は、分散剤の添加量に焦点を当てた評価を行いましたが、その他のパラメータとして、原料粉の一次粒子径や形状、粒度分布、あるいはバインダー添加量の違いによっても、スプレードライ造粒体の物性は変化します。また、スプレードライ時における運転条件の違いによっても、造粒体の物性は大きく変動します。そのため、原料調合とスプレードライの条件設定は、それぞれを区別せずに、包括して実施することが肝要です。
当社のスプレードライヤーは、ファインセラミックスの噴霧乾燥工程における多数の実績があります。積み重ねた経験と実績から、要求品質を満たした最適なプロセス設計および運転条件設定を行います。スプレードライヤープロセスの諸条件を最適化し、粉体品質をコントロールする事が可能です。また、当社が開発したフリーズグラニュレーターは、スプレードライ製品およびフリーズドライ品の粉砕製品の弱点を解決することが可能なプロセスです。凍結造粒技術については、フリーズグラニュレーション(凍結造粒)とは、アルミナ(Al2O3)とシリカ(SiO2)– スプレードライ(噴霧乾燥)とフリーズグラニュレーション(凍結造粒)、ナノファイバーの分散性向上 – CNFとCNTのフリーズグラニュレーション(凍結造粒)等で紹介しています。



当社は、スプレードライヤー、スプレークーラー、フリーズグラニュレーターの粉体製造だけではなく、前後工程を含めたテスト・分析・測定サービスを提供しています。国内二拠点のパウダーテクニカルセンターおよびASEANパウダーテクニカルセンターの計三拠点において、顧客の課題を解決するために日々運営しています。2023年に新設した第二パウダーテクニカルセンター(PTC2)では、国内最大規模の分析・測定装置を取り揃えています。粉体加工だけではなく、原料調製から分析・評価までワンストップで対応する事が可能です(粉体テスト・分析・測定サービス詳細/粉体委託加工サービス詳細)。
当サービスをご紹介する特設サイトプリス粉ラボを新たにリリースしました。サービスや施設の詳細、また技術資料もご案内していますので、ぜひアクセスしてください。
※掲載している写真は、実際のプロジェクトとは異なり、イメージとして使用している場合があります。
関連情報